

|
A twisted bar is so basic to 'wrought iron work' that the potentials
here are often overlooked. First, it is important to recognize the
vast difference between forged elements and the machine made,
cold formed twists typical of low end commercial work. This sample
bar illustrates some of these: |

|

|

|

|
| |
|
|
|
|
This is a fairly complex element, a prototype for
a low deck railing. |
The top of the tube has been flared, then covered
with a disk of metal which has been dished slightly before being welded
into place. |
The lower end of the bracketing piece was drawn into a very long tapering point. This was then wrapped into a conical spiral. The contour was finished by reversal curve leading into an S shape. (Far more interesting than a standard scroll!) |
This element is made of a heavily forged length of
3/16 x 1 1/2" flat. |

|

|

|

|
| |
|
|
|
| This element is forged from 1/4 x 1 1/2" flat stock. |
The top section of the bar has been drawn out to a very long tapered point. This has then been folded up into a series of reversal curves. |
This is an element that could only be created using
traditional forging techniques. Imagine this as the terminal on a
four poster bed! |
Before the rods were welded together, each was drawn
to a long conical point. The last step was to forge each of these
into a tendril shape around the base. |

|
Here is a sampler piece showing a number of organic elements created
from pipe and structural shapes. Forging hollow forms takes considerable
control and practice to control. |

|

|

|
 |
| |
|
|
|
| This element is forged from 3/16 x 1 1/2" flat stock. |
On the bottom section of a bar, a series of depressions have been stamped into the bar using a ball head punch. |
This element uses two individual components both formed
from 1' diameter heavy pipe. |
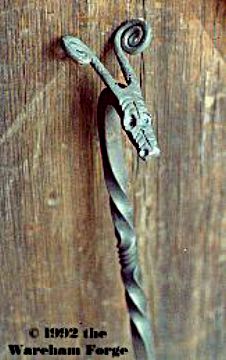
The punched Dragon Head uses a large number of forming steps. This piece was inspired by a pair of Celtic Iron Age fire dogs found in Wales. It forms one end of a long toasting fork. I have not worked very much with 3-D punching, but these time consuming techniques exploit the 'plastic' nature of the hot metal. |

|

|

|
 |
| |
|
|
|
| This element is forged from 1/2 x 1 x 1/8 thick channel
stock. |
This shows another use of split flat bar, as detailed
above. The material here is 3/16 x 2" flat bar. |
This element is forged from 1 x 1 x 1/8" thick angle. |
Here is a detail of the lower section of the Feather
shape. |

|

|

|
 |
| |
|
|
|
| This element shows a more aggressive use of the 'crimp' technique. The parent stock was 3/8 x 1" flat. The individual pinches in the bar are placed quite close together, resulting in a rippling sculpting of the finished piece. |
A close up of the terminal 'knuckle'. The way the bar ripples under the crimping is clear. The end of the rod was forged to taper, which was then tightly curved and wrapped into a ball shape. Imagine a series of these forming a spine in a larger sculptural design. |
This large spiral is formed from 1/2' round stock.
To start, a long cylindrical taper is put on one end. Then a double
spiral is forged, fairly large and tight on the terminal end, and
then looser and smaller on the shaft end. The last step is to basically
pull the spirals open from the point end, adjusting the distances
between each loop. |
This image shows the possibilities from hot working
(forging) materials OTHER than steel. This element created from a
piece of 3 /4 x 1/2" solid copper bar. |
| Return to: |  |
|