CanIRON Preparation - June 11, 2011
DARC presentation - Simple 'Do-it-youself' Smelting Process
Smelt Report - D 26
Smelt Master : Neil Peterson
Lead Hand : Richard Schwietzer
Feeder : Sam Falazone
(General Troublemaker : Darrell Markewitz)
The purpose of this smelt was to increase the experience base in the DARC team
and refine the skills of the specific team who would be undertaking the presentation
at CanIRON 8 on July 28, 2011.
The day started with the work site roughly prepared as it will be at CanIRON.
An overhead with table was in place, with a pile of supplies and equipment representing
the trailer load of gear the DARC team will bring to the site on demonstration
day. Four 24 inch paving slabs had been set to provide a fire proof base for
the smelter.
Other than this, Darrell (attempted to) stay out of the furnace building and
smelting process.
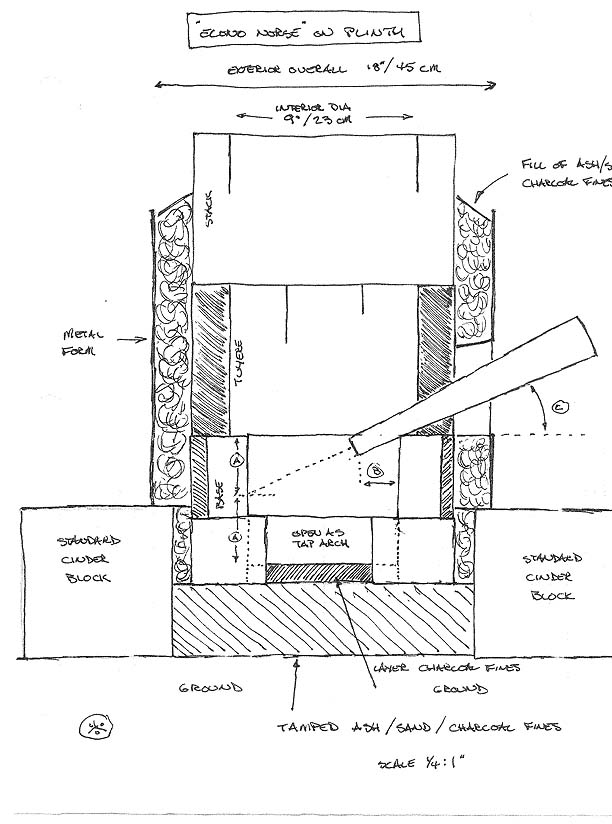
The furnace constructed was the standard 'Econo
Norse' developed by the DARC team (with early assistance from Sauder, Williams
& McCarthy. The focus of the CanIRON presentation will be to demonstrate
a simple smelting process using easily available materials.
No specific records were made of the details of the furnace,
but the major measurements were:
Approximate Interior Diameter : 23 - 27 cm
Total Height : about 65 cm
Tuyere Height above base : about 20 cm
Stack Height above tuyere : about 45 cm
Tuyere Used : standard ceramic tube @ 2.5 cm ID
Tuyere Set : approximately 22 degrees down, 5 cm proud of inside wall
Air System : industrial blower
Air Volume : very roughly 800 lpm (via rough calibration on blast gate)
Charcoal : Maple Leaf - very roughly 1.8 kg per standard bucket
Ore : Virginia Rock - Bratton's Run (2) |
|
The ore used was an *untested* rock ore gathered in the area of Lexington
Virginia by Darrell during Smeltfest 2011. This from another abandoned Colonial
/ American Civil War era mine works discovered by Lee Sauder and Skip Williams
:
202. California Steam and Water Hot-blast Charcoal Furnace, owned by John
"W". Jordan Alum Springs P.O. Rockbridge county Virginia, standing
on Bratton's Run, fifteen miles west of north from Lexington, two miles southeast
of the Springs, was built in 1850, 9 feet across the bosh by 36 feet high,
and made in eighteen weeks of 1855 1,076 tons of cold short metal out of brown
hematite ore from banks two and a half miles distant to the west of south.
from : The iron manufacturer's guide to the furnaces, forges and rolling mills
of the United States
J. Peter Lesley, American Iron and Steel Association
(information provided by Skip Williams)

Pannoramic View of the Bratton's Run Site
| With minimal experience gathering rock ores, I had pulled from four
different locations within the original cutting. The material used for
this smelt was what Lee had suggested was the best of the materials collected.
This was from a vein of ore that ran through the centre of the original
cutting, the specific location was the centre bottom of the cut (Ore 2
on the panoramic view of the site.) |
|
Smelt Report - by Richard Schwietzer
The smelt was a reasonable success, but not without its problems.
The weather cooperated and we only caught a brief, light shower in an otherwise
cool, cloudy day. Couldn't ask for better weather for standing around
a smelter in June.
The first problem came with my being the one to make the Jiffypop -- not knowing
how full it should get, I opened it too soon. Nothing was burned though. This
predicted a high quality bloom, but a low yield.
The construction of the smelter went okay, but not particularly smoothly as
it was only the 2nd time I'd built one of these and I somehow ended up with
the lead with poor Sam trying to follow. (There was some talk of using
saunotube in the future, but given new bricks and the tricks that I know now,
I'm not sure it's necessary).
In construction, because we planned on a top extraction, we decided to eliminate
the large tap arch. Instead, the octagon of bricks was left complete.
After wiring the bottom layer, two bricks were pulled slightly apart to leave
a 1/4" gap and then sealed with clay. This provided an easily broken
seal for tapping , but simplified construction.
A bottomless bucket was also added to the top to lengthen the column.
While the column formed by the 3 layers of full bricks plus a horizontal cap
of broken bricks was above the minimun height needed, it was decided that having
a longer reaction column couldn't hurt as it provided more time for the ore
to completely react.
The smelt had no problems at all. We had to tap and roger just before
the pull, but both went smoothly.
The rate of ore added was upped considerably from the previous smelt in the
Fall. We doubled up on ore per bucket of charcoal from the very beginning
and quickly moved to 4, 5 and finally 6 scoops per bucket (a scoop being approximately
a third of a kilo).
The original plan was to extract the bloom at 5:00; however, the decision was
made to stop when our initial ore supply ran out even though a further supply
of ore had been roasted and crushed.
To expand our team's experience levels, Neil let me do the pull. It was
my first time and that didn't go so smoothly. I had no problem finding the bloom,
but I was too concerned with trying to leave the smelter intact and had trouble
freeing it from the wall around the tuyere and the tap. Neil took over
and it was all good from there.
We had two professional blacksmiths who came to watch, so we had professional
hammerers for the consolidation process just like we will have in July.
They nearly destroyed the stump, but they got the bloom nicely compacted.
Several reheatings were necessary to bring it back up to temperature, but they
did manage to split the bloom.
Total weight 5.5 lbs -- a low yield, but we were working with a new ore.
I haven't heard any results from a spark test, but it looked like a nice soft
iron.
When the smelter was pulled apart, the residual slag was very light and lacy.
Only a few small pieces reacted to the magnet indicating the presence of iron.
Commentary on Ore Volumes - by Neil Peterson
The measured Kg says 20.451 but I know Rob forgot to write one tick down, because
I asked him, and then he went back and added it. I forgot one because
of a question, then went back and added it. So I feel nervous that that
number is light.
80 scoops at 346g = 27.68Kg but I noticed that the scoops weren't always "full,
level".
Thus I would say we had at least 20.451 and at most 27.68 for a yield between
9.6% and 13%.
My memory also says that we had measured out 12 or 13 Kg before I got to the
point where I could weigh the bucket (11 more kg). Thus my memory puts
the minimum possible ore at 23 or 24 Kg.
|
|
|
|
| Interior of the furnace, before the sand / ash packing was put in place. |
Visitors take care! Called to work as charcoal monkies. |
Halfway through the main sequence. Neil checks for obstructions down the
view port, Richard loads charcoal. |
First slag tap, hot running 'happy slag'. |
|
|
|
|
| Second slag tap, note sheet of material. |
Removing the outer sheet metal form. |
Pulling off the top layer of fire brick. |
Scooping out the remaining (burning) charcoal to expose the slag lake. |
|
|
|
|
| Richard probes to try to locate the bloom mass. |
Neil reaches down to extract. |
First consolidation heat strikes off loose 'mother'. |
Second consolidation heat, note reduction in size as bloom is compacted. |
|
|
|
| Fourth re-heat, cutting the bloom in two. (Marcus on the axe.) |
Examining the interior surface, just after slicing. |
Interior of furnace, showing now clogged tuyere and slag bowl. |
Overall Totals
Charcoal (as graded) - 48 kg
Ore - as average scoops - 29 kg
- as total weight - 24 kg
Time (main sequence) - 4:45
Bloom - 2.65 kg
Yield (estimate only) 10 %
The Smelt Sequence Data
is available as a separate table. |
|
|
The bloom produced was compacted considerably farther than our average (important
in terms of yield comparisons). At time of extraction, the mass was considerably
more spongy than for past smelts. Due to good hammer work by two visiting professional
farriers, the bloom was compacted down to roughly the size of a pound of butter,
then cleanly sliced into two rectangular slabs. On spark testing, the interior
metal was found to be almost completely carbon free. This agrees with the striker's
impression that this was soft forgeable iron.
The furnace itself was a well proven design, and although the working team was
a bit lacking in self directed experience, the method followed was one developed
through considerable past (successful) experience. Taken together, this certainly
suggests the low yield was the result of the quality of the untested ore used
for the smelt.
On further reflection, discussion and suggestion from outside observers, the
team has decided to use our DD 1 (red oxide) analog. The primary advantage here
is that this material is easily commercially available. DARC's analog also is
a proven method to work with a material which often presents difficulties to
other experimenters.
Text and photography © 2011,
Individual contributers as indicated
Additional Photographs (green box) by Vandy Simpson