
Overall set up of the smelting area. This view corresponds to looking west into the open end of the 'Furnace Hut' at LAM.
The core team was:
Darrell Markewitz / Ken Cook (extraction)
Strikers - Neil Peterson / Richard Schwitzer
Smelter construction - Darrell Markewitz
Starting in Winter of 2009, detailed investigations of the the archaeology of L'Anse aux Meadows, Newfoundland (site of the first iron smelt in North America, c 1000 AD) was started. There has always been some uncertainty about what exactly the remains excavated at the site indicated. The purpose of the Vinland series of smelts is to interpret the archaeology in light of what has been learned through research and direct experience over the last decade. These aspects will be combined into a full scale historic re-creation of the original Norse iron smelt, scheduled for August 23, 2010 at L'Anse aux Meadows NHSC.
More Details of the investigation will be found in a paper currently under preparation. Separate topic elements have been published in a series of short articles on the blog.
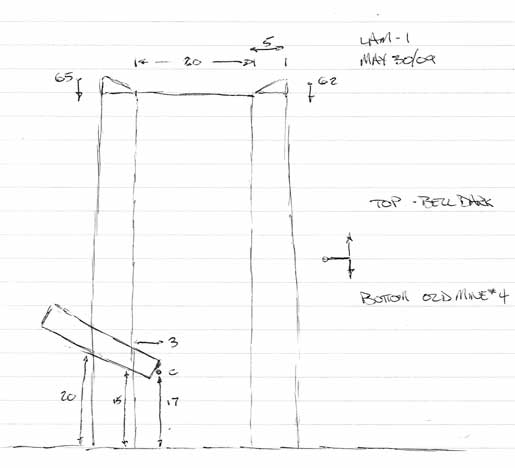
Overall set up of the smelting area. This view corresponds to looking west into
the open end of the 'Furnace Hut' at LAM.
The smelting area at Wareham was laid out as suggested by
the remains of House J, the 'Furnace Hut':
- The workspace was 3 x 3 metres square, with the smelter in the rough center
of the space.
- The smelter was constructed of solid clay, 20 cm interior diameter, about
65 cm tall, with walls 5 cm thick (see drawing).
The clays used were standard commercial potter's clay, the lower half of Old
Mine # 4, the top half of Bell Dark.
- The tuyere was the ceramic insert type, set at the normal 15 cm above base
level, at an angle of 23 down.
- Air for this experiment was provided by the electric blower, volume at 640
LPM, achieving an average burn rate of 16 minutes for 2 kg.
- The ore used was an analog for the LAM primary bog ore (DARC Dirt 2), at roughly
64% Fe, with a total of 18 kg (damp weight) added. Addition amounts started
at 1 kg / bucket (2 kg) charcoal, climbing to 3 kg / bucket. Total time for
the primary sequence (less extended pre-heat) was 4 1/2 hours.



The result was a classic planno-convex bloom, very dense, at 4.9 kg
weight (after initial compaction. An excellent result!
INPUT and OUTPUT
Normally, we are not really able to easily measure our input against output numbers. This was an exceptionally 'clean' smelt, that took place on a fresh bed of sand and with a single use smelter. It was thus possible to collect almost all the slag produced in the smelt.
Later, I took some of the LAM analog and heated it on the top of the hot gas
forge to remove the water. We normally compute our yields as bloom against dry
(roasted) ore:
sample start (as used in smelt) = 87 gm
sample dry (remove H20) = 80 gm / 8 % water
Applied to the smelt, that means the 18 kg of ore used actually contained only
92 % 'solids' ingredients = 16.6 KG TOTAL YIELD
(4.9 / 16.6) = 33 %
(Our normal expected yields for a smelt of this size range 25 - 30%)
I had always felt the originally suggested yield estimate for LAM of 20% was
far too low, especially in light of the high iron content of the ore also recovered
from the site. When the analog was mixed, it would have been 85 % oxide / 5
% silica / 10 % flour. In the smelter, that organic 10 % just burns off and
does not add to the chemistry. (The 'oxide' listed is potter's 'black iron oxide',
which chemically is 93 % Fe3O4 / 3.5 % SiO2 / 3.5 Al2O3) Applied to the smelt,
that means the 16.6 kg dry weight used actually contained only 90% 'active'
ingredients = 14.9 KG
When we collected up all the fragments of slag, and furnace wall, I got a very
rough weight of 54.1 kg recovered. (Note that Neil Peterson made a complete
photographic record of the entire working area to pin point the debris pattern.
) I am not easily able to directly weigh the slag separately as it is almost
impossible to separate the attached slag from the fused furnace wall. We did
work on a fresh sand layer, and were able to hand sort slag fragments down to
about 'peanut' size and gather all these. So this makes our OUTPUT weights at
54.1 + 4.9 = 60 KG Input is a bit less accurate. We do have the 14.9 'active'
from the ore. I used 'very roughly' 45.5 KG (dry weight) of clay in the furnace
construction. This was one full bag (at 50 lbs) dry, and 'about' a half bag
of dry, plus about a further half bag worth of clay previously mixed to wet.
(Admittedly that 45.5 kg is pretty shaky!) Still - that gives us a rough INPUT
of 45.5 + 14.9 = 60.4 KG
Total INPUT at 60.4 against OUTPUT at 60 KG
Those are real rough, especially since the amount of clay used is a loose estimate!
But it is close enough to input = output to at least show a quantitative result.
Also of note: Slag amount (debris at 54.1 - clay at 45.5 ) = 8.6 kg So working
ore input against slag + bloom output:
Smelt INPUT at 14.9 against OUTPUT at 13.5
KG
Given the estimate for the slag weight, again the numbers are close enough to
balance. It should be noted that the actual amount of slag gathered at LAM was
10 kg. Perhaps that number is closer to reality than was thought?

Objectives vs Results
We had specifically designed this experiment so that ;
- the ore analog matched the available Fe content in the LAM sample
- the smelter size matched that suggested by the archaeology
- the amount of ore used was equal to the estimated slag plus calculated bloom
(15 + 3 kg)
Our test proves:
- the function of the 20 cm furnace diameter
- the suitability of the ore analog - agrees with slag amounts from LAM
- improves on production estimate from LAM
The primary differences in this test from the Viking Age at LAM:
- use of an Fe3O4 oxide, rather than Fe2O3 (although the raw Fe amounts match)
- use of electric blower, rather than human powered bellows (although delivery
volumes match).
{kind=link}