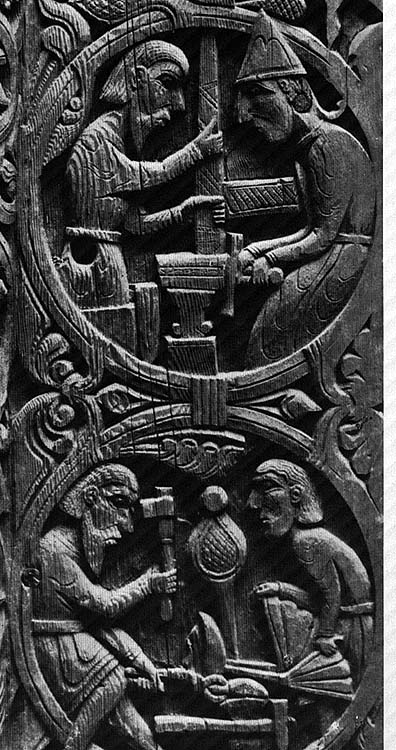
The bellows used is a reconstruction of a Viking Age blacksmith's double
chamber bellows. The reconstruction is based on the two existing images
of this type. The side depiction from Hylestad, Norway with a human
figure provides relative scale, the top view from Ramsund, Sweden gives
us proportions of length to width and valve size. |
|
The rough dimensions of the reconstruction are: total length:
70 cm (28 inches) total width: 20 cm (20 inches) individual
bag length: 50 cm (20 inches) individual bag width: 25 cm
(10 inches) effective loft height: 30 cm (12 inches) inlet
valve size; 10 cm (4 inches) outlet tube size: 2 cm For a
fuller discussion of the reconstruction- go to an earlier
BLOG Post |
|
 |
| Measurements were made by Peter using a small hand held anemometer
which would record an average flow over a time period of 20 seconds.
Number of strokes delivered over the time were counted. This allowed
individuals to develop a consistent pattern of strokes before the
measurements were taken. The first control level was taken with
the anemometer held over the exhaust tube of the bellows. |
|