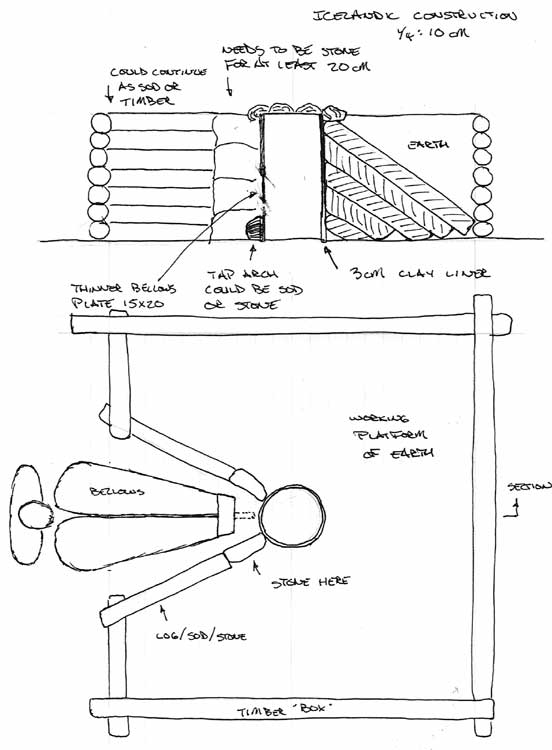
The proposed reconstruction of the Hals smelter.
For a better understanding of the experimental sequence involved, readers are
referred to the discussion of the evidence from Hals, Iceland - 'Working
towards a Viking Age Icelandic Smelter'.
 |
 |
 |
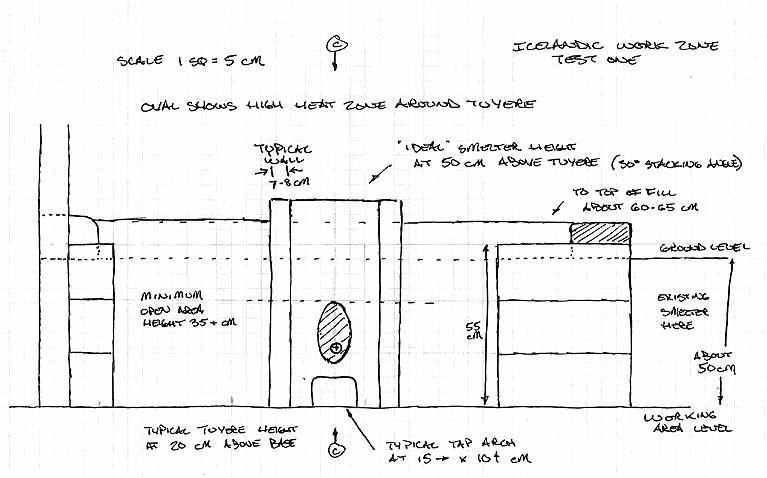
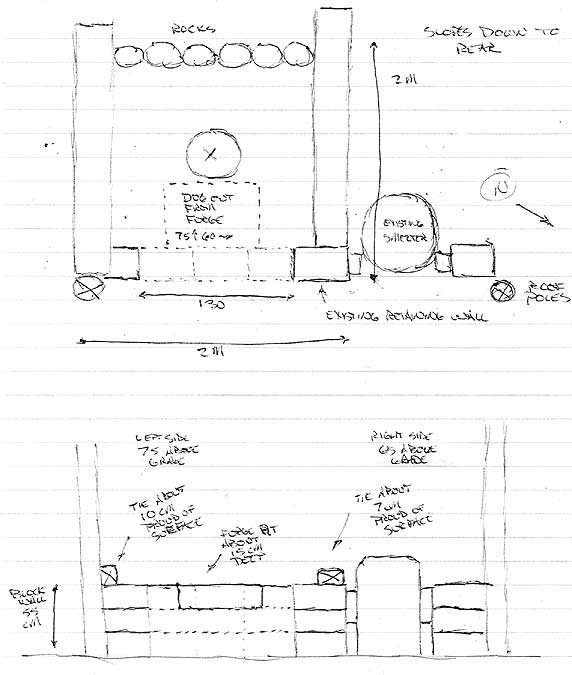
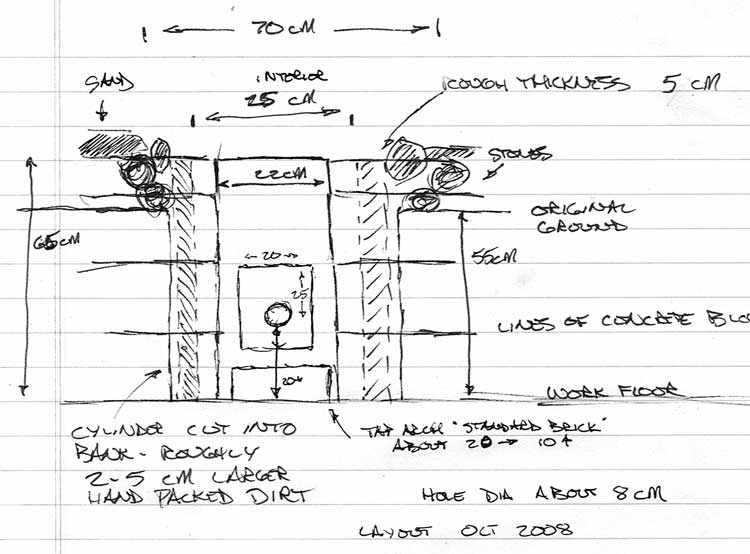
Front View showing some important theoretical measurements. |
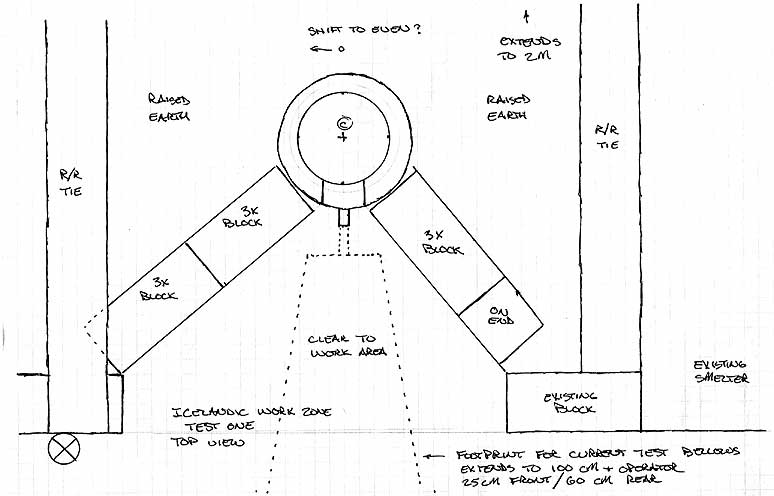
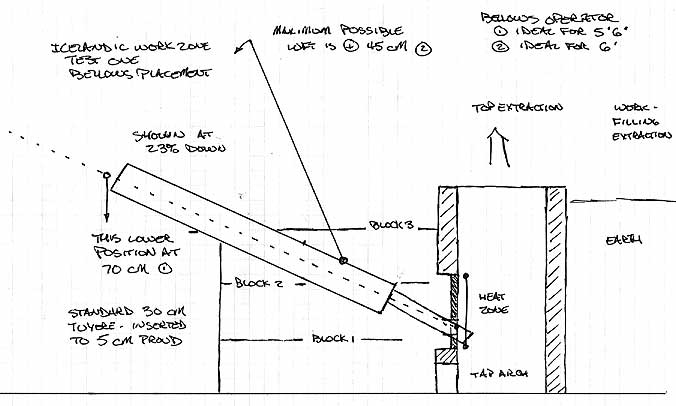
Plan View showing construction details and working areas. | Cross Section showing bellows and front working area. |
 |
 |
 |
A simple plan view of the initial situation with
layout of the Icelandic smelter indicated. |
Photo of the same view after the rail ties had been
placed. |
With the working slot lined with concrete blocks. |
 |
 |
 |
 |
Showing the rough cylinder cut into the earth bank.
Again the rock filled soil at Wareham made getting a clean edge and correct
size and shape impossible. |
The first course of clay cobb laid in place. The approximate
wall thickness was kept to 5 cm. The brick used to frame in the tap arch
can bee seen. |
At the completion of the third course. The sand used
to stabilize the interior shape can be seen. |
The finished cylinder, within its ring of stones. |
 |
 |
 |
With hole for plate cut, before removing the ashes
from the drying fire. |
Down the inside of the smelter with the bellows plate
installed. |
A view of the exterior of the smelter with bellows
plate installed. |
Setting Up for the Smelt:
As one of the objectives was to determine the work pattern (and problems) with
the layout including a human powered bellows, the space for this equipment was
determined by positioning the frame required to support a Norse style double
bellows of suitable size. The space was then simulated with a full sized cut
out in the same location. The standard electric blower was then use to provide
the required air, with a flexible pipe attached to the normal T fitting. The
working end consisted of one of the commercial ceramic tube tuyeres (2.5 cm
interior diameter). The measured angle on the air pipe was 15 degrees down.
The gap between the tip of the air pipe and the surface of the bellows plate
was established by sound (adjusting for the loudest and 'throaty-est' roar).
Once this was established, the air pipe was wired into place on the wooden frame.
The resulting gap was about 3 - 4 cm determined with an air flow estimated at
740 litres per minute.
 |
 |
 |
 |
The final measurements of the finished smelter. |
With the new experimental double bellows in place
on the frame. |
Frame remains, with the standard forced air system
in place. |
The view underneath the frame towards the tap
arch. |
(Go on for the Experimental Data Sheet )
|
|
 |
 |
 |
 |
| After adding about 4 kg of rock ore, showing cracking of the clay around the edges of the bellows plate (not in itself critical). | After adding about 8 kg of the rock ore. The skim of glass freezing in the air blast on the top of the slag bowl is clear to see to the left. | After some frantic activity - conversion to an insert style tuyere to save the smelt | After the heat has returned to correct levels and the frame removed the tap arch is cleared and the furnace begins to self tap. |
 |
 |
<object width="425" height="344" align="middle"> <param name="movie" value="http://www.youtube.com/v/ilZitcYyVoA&hl=en&fs=1"></param><param name="allowFullScreen" value="true"></param><param name="allowscriptaccess" value="always"></param><embed src="http://www.youtube.com/v/ilZitcYyVoA&hl=en&fs=1" height="200" align="middle" type="application/x-shockwave-flash" allowscriptaccess="always" allowfullscreen="true"></embed></object> |
At the top of the furnace, just into the burn down
phase |
The finished bloom, after one compaction series. |
A brief overview of the smelt |
 |
 |
An overall view of the entire working area. |
A closer view of the damage to the smelter itself. |
 |
 |
 |
| The inner surface of the smelter, at the rear (away from the tuyere) at base level. | The inner surface of the bellows plate, with the position of the tuyere at the top. | A close up of the clay liner, just at the top edge of the bellows plate. |

