
Bloom to Bar : Smelt 35
The following is a brief description of the process of compaction of a single bloom down into a working bar.
The bloom selected was created at the ‘Iron at Thy’ workshop / symposium held at Heltborg Denmark in late April 2008. (1)
Ores : A combination of primary bog iron ores
‘Heltborg’ @ 8.2 kg
‘Swedish’ @ 5.2 kg
‘Guldager’ @ 1.8 kg
Total @ 15.2 kg
Bloom = 1.8 kg
Yield = 12 %
Image 1 : Starting Ores. L – Heltborg / top Swedish / bottom Guldager
The result of the smelt itself was disappointing, with the bloom pieces themselves recovered the following day by breaking apart the cold slag bowl mass. This consisted of one large piece at 1000 gm and several smaller fragments.
The results of the smelt itself are not attributed to the quality of the starting ores, which were reported to have been of good quality. The content of the Swedish ore was given as 91% Fe2O3, with 8.5% silica. There are no values available for the two Danish ores, but these where also reported as high iron content, born out when later used with excellent results (Smelts 64 & 65, at the ARTEfakty event, Proszkow Poland, September 2016), so the quality of the ore is not likely the cause.
Unfamiliarity with the specific furnace used (already built on site) and especially the air delivery system, is most likely the cause. The difference in operator experience between 2008 and 2016 can not be ignored.
For this report, the larger bloom mass at 1000 gms would be used.
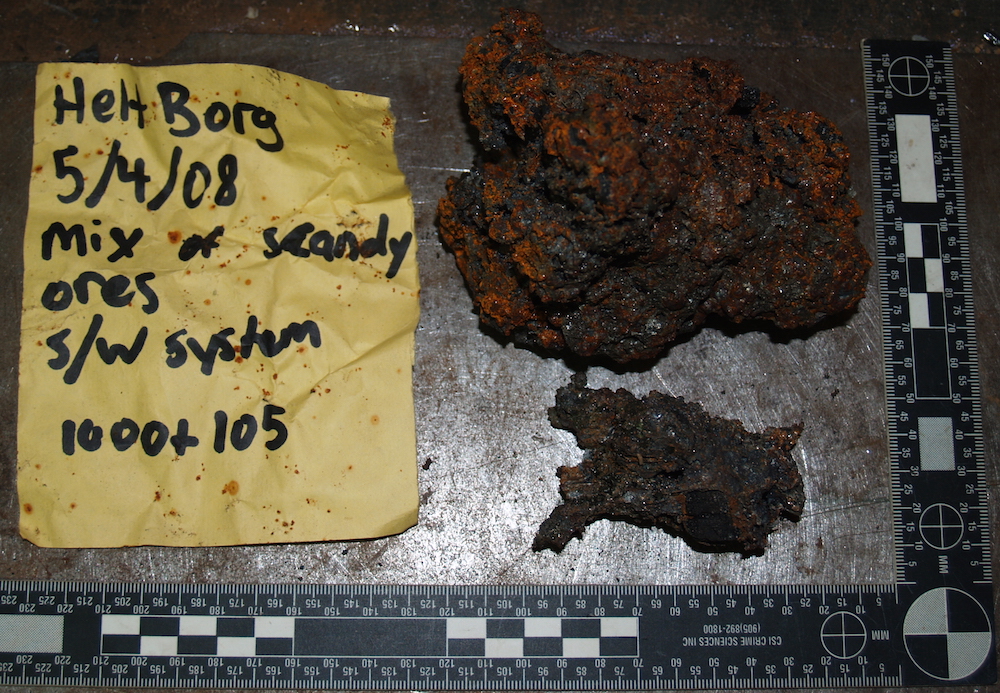
Image 2 : The large bloom piece worked in this report.
(Image
taken
August 2024, showing additional surface oxidation after
years of storage.)
The compaction / forge refining process from bloom to bar would follow a method originally taught by Lee Sauder, used since first illustrated in 2005. At the Wareham Forge, the steps consisted of :
- initial full pre-heating in a propane gas forge
- switching to a bituminous coal forge heating to a forge welding temperature
- first compaction step to a flattened ‘plate’ via a hydraulic press
- multiple forge welding heats where the ragged edges are worked back into the plate
- cutting in two pieces, stacked and forge welded into a ‘brick’
- multiple forge welding steps while sealing edges, any developing cracks
- cutting in two pieces (90° to previous), stacked and forge welded to a thick bar
- as required, forging to a flat bar (90° to previous) cut / stacked / welded
- forge to working bar, forge welding any surface flaws as they may develop.
- All initial forge welding steps are carried out by hand hammering (for control).
- Generally after a first ‘tack’ weld, a second welding heat was carried out using either the hydraulic press or air hammer (to ensure full penetration).
- Further welds aimed at refining edges or sealing smaller cracks carried out by hand.
- When cut and stacked, where possible any major cracks are placed to inside surfaces.
- Compression draws to change profiles undertaken using the air hammer.
The use of the 30 ton hydraulic press and 75 lb air hammer are considered modern labour saving, taking the place of a team of strikers using sledge hammers historically.
It is worth noting that the normal practice here is to cut / stack / forge weld only as many times as required to create a solid bar without any visible flaws. This rather than using a fixed number of forge welding steps (some teams utilize as many as 10 welding series in their method). The simple reason that welding steps are limited is that it has been the repeated experience that roughly 10% of the starting weight is lost for each complete welding series. Past experience has suggested a general bloom to bar return of 60 – 70 % as typical for this team. (2)
Work reported here was carried out on August 13. 2024, at the Wareham Forge in central Ontario, by Darrell Markewitz with assistance of Neil Peterson. The overall process of this bloom to finished bar took roughly four hours.
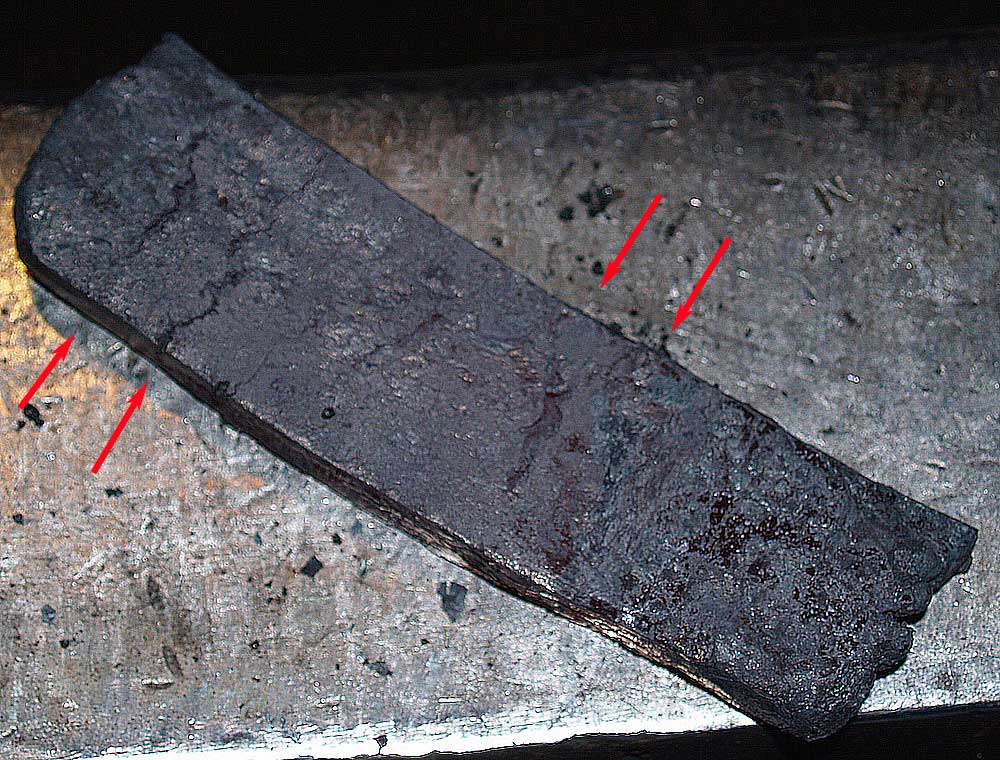
In preparation for later analysis, the smaller fragment seen in image 2 was sliced in half, using a standard cutting ‘zip’ disk on an angle grinder. The exposed surface shows a common density, primarily metallic iron, but with the expected voids and slag inclusions. The larger bloom piece could be expected to show similar texture.
The larger bloom was measured as part of a study on bloom densities and found to have an overall density of 5.11 gm/cc (Markewitz & Peterson, 2024)

Image 3 : Cut surfaces of the smaller fragment.
The following is a photographic summary of the steps undertaken rendering this bloom into a working bar, ready for use in object production :

Image 4 : After pre-heat in the propane forge to ensure heat penetration to the core.
Just before transfer to the prepared coal fire. This would be the same position of the piece when placed under the hydraulic press, when flattened when raised to a welding heat.
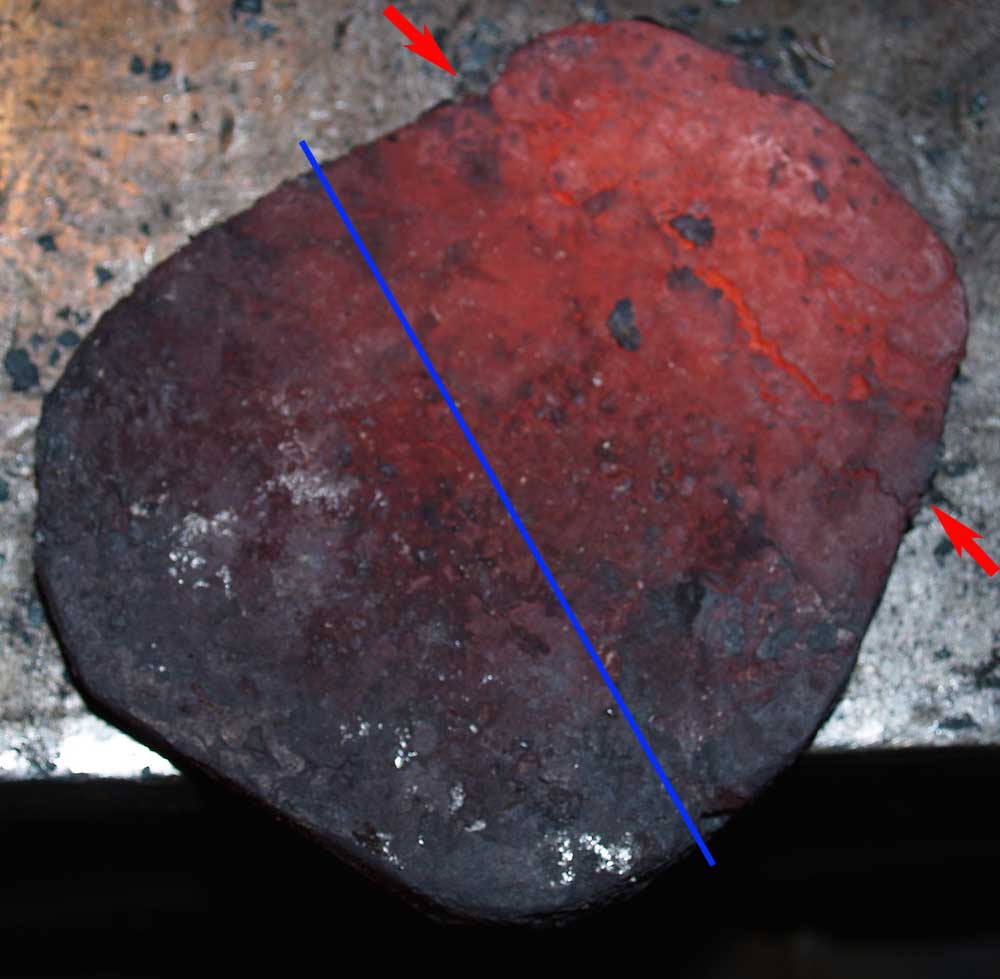
Image 5 : The completed ‘plate’ step.
Considerable hand forging at welding heats has been undertaken to compress in the initial fragmented edges. The completion to this step usually results in the highest single stage losses. One major crack (indicated) is clearly seen across one end, but otherwise the mass is already nicely fused. The blue line indicates roughly where the place was cut into two roughly equal sized and shaped pieces. This done using a cutting die via the hydraulic press.

Image 6 : The two
plate sections, prepared for the start of the second welding
series.
It can be seen the irregular shapes do not exactly conform to
each other.
The inner surfaces had been quickly surface cleaned of the thickest surface scale using a grinding disk, then coated with borax flux to ensure a good weld. For ease of handling the pieces have been roughly MIG welded to a mild steel bar on one end. (Commonly this join breaks off during following forging steps, and so does not add any significant mass to the forming bar.)
Working towards the next ‘brick’ stage, and as expected, the mild steel handle broke away. The first securing weld is by hand hammering, then the pieces were flipped to reverse heating direction and compressed via the hydraulic press. Further welding to ensure the edges were blended in and secured as hand hammering. The final draws into the brick for the next series done under the air hammer.

Images 7 & 8 : Two images of the finished brick stage, now forged to a more regular profile (width and thickness).
One end is clearly more ragged. The first image indicating major cracks remaining on one side of the block. The second image is the opposite side, after cooling and against a scale. At this point the block is roughly 150 mm long, 40 mm wide and 30 mm thick, at 770 gm. This indicates the total loss to this stage as 230 gm (two welding up series). At this point roughly 2 1/2 hours of heavy work had been undertaken (to lunch break).
In preparation for the next welding up series, the bar handle was again MIG welded on to the more solid rounded end seen. The bar was then cut almost exactly in the centre, using a hand blows on a hot set cutter. Unfortunately cut too deeply, resulting in the two pieces separating. These were quickly surface fluxed with borax on the side with the surface cracks seen, then stacked and carefully placed back into the forge. As there was no attempt to fix the pieces together, heat could only be applied most directly from one side (not the ideal method). All the welds in this series would be undertaken by hand. As the profile was more regular, even heating was more easy to attain, and edges matched up fairly close. As work progressed, individual attention and quick additional welds would be applied to any areas thought to be developing flaws.

Image 9 : The finished working bar.
Working primarily under the air hammer, the fused brick would be drawn out into a longer bar. The flattening was in the same plane as the last fold and weld series, to a fairly even profile at 255 mm long, 25 mm wide and 12 mm thick. The finished weight is 632 gm, showing a bloom to bar yield of 62 %. There is one small edge crack still remaining (just visible at 110 mm from the left end, bottom side) and one end (to the right) has a remaining ‘fish mouth’ flaw.
During the second and third shaping and drawing efforts, it was clear in terms of relative feel and speed hammering effects that the iron was ‘soft’ and expected to be relatively carbon free. Once cooled (by quenching from a dull red), the bar was placed to the bench grinder to spark test both ends. The visible result was dull red balls with virtually no ‘feather’ effect, the normal sign of lack of carbon. The bar is judged to be good, easy to forge carbon free (soft) iron. This would be material not suitable for cutting edges, but ideal for shaping into general use objects.
It is worth noting that the starting poor bloom to bar yield at only 12% return puts the overall ore to bar ratio at only 7.6 %. Within a Norse context, while it is true that ‘any iron is still good iron’ this low final reward for the expenditure of raw materials (ore and charcoal) against significant (skilled!) labour is far from ideal.
Notes :
1) For a general description of this event, see : http://www.warehamforge.ca/ironsmelting/HELTBORG/index.html
For the specific smelt sequence data : http://www.warehamforge.ca/ironsmelting/HELTBORG/5408.html
2) Obviously, there are two very important factors here:
a) the quality of the starting bloom (primarily density)
b) the skill and experience of the working blacksmith
A report covering roughly 25 to 30 individual bloom to bar consolodations from blooms produced by this working team is under preparation.
Cited :
Markewitz, D. & Peterson, N., 2024, ‘How Dense Are You?’ Recording bloom density from experimental iron smelting., The Wareham Forge (via Kindle / Amazon). Also available online at : http://www.warehamforge.ca/ironsmelting/iron2022/density/density.html
References :
Markewitz, D., 2005 – 2024, Experimental Iron Smelting, web site : http://www.warehamforge.ca/ironsmelting
Markewitz, D., 2012, 'But If You Don't Get Any IRON...' Towards an Effective Method for Small Iron Smelting Furnaces, the EXARC Journal, 2012/1 : https://exarc.net/issue-2012-1/ea/if-you-dont-get-any-iron-towards-effective-method-small-iron-smelting-furnaces
August 15,
2024
Report © Darrell Markewitz (see : http://www.warehamforge.ca/copy.html )
The Dark Ages Recreation Company
the Wareham Forge