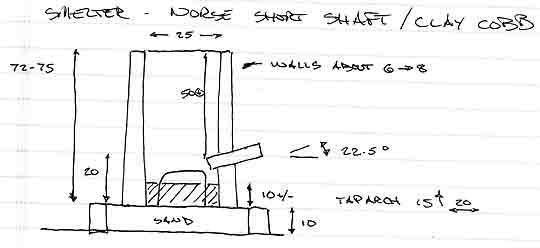
Height: 72 - 75 cm
Diameter: 25 cm (internal)
Thickness : 6 - 8 cm (somewhat variable)
Tuyere: 2.5 cm ID, standard ceramic tube
Position: 22.5 down angle / about 4 cm proud inner wall
Base: about 10 cm below tuyere
Martin Smelt Course - 11/25/07
This is a brief overview of the smelt undertaken as a course over the weekend
of November 24 / 25, 2007 by Peter Martin , Scott Pond & Shawn... . Note
that this report lacks certain details on the exact smelt sequence (others took
the data there).
Saturday consisted of an overview lecture, construction of the smelter, plus preparation of the materials. One important difference with this smelt is that it took place INSIDE, on the main shop floor. The space is dirt floored with poured concrete walls and a 20 peak to the roof. This was done because of the start of winter weather (daytime temperatures just below freezing and with 4 inches of snow down).
| SMELTER: standard Norse Short Shaft - clay cobb Height: 72 - 75 cm Diameter: 25 cm (internal) Thickness : 6 - 8 cm (somewhat variable) Tuyere: 2.5 cm ID, standard ceramic tube Position: 22.5 down angle / about 4 cm proud inner wall Base: about 10 cm below tuyere |
|
The smelter was constructed on a low plinth, a line of standard bricks filled
with tamped sand. The shape of the smelter was to our standard profile, controlled
by using two sheet metal forms for inner and outer diameters. In this case the
clay was mixed up somewhat on the wet side and was not compacted as evenly as
normal (first time builders). The cob was made of commercial ball clay mixed
about 50/50 by volume with chopped straw (no sand added). The structure was
left overnight with the sheet metal forms in place to allow the clay to stabilize.
After the metal forms were removed, the structure was straightened and tap arch
and tuyere cut into the walls. It was obvious that the soft clay was starting
to slump, so a split hardwood fire was started inside. The internal base level
was allowed to develop from ash and small charcoal remnants. A much longer than
normal pre-heat sequence was undertaken to dry the clay - twice the normal at
over two hours. Only the last 15 minutes was under the influence of the blower
at its lowest setting.
The primary ore material was commercial taconite pellets, sourced from Defasco
in Hamilton Ontario. These had been previously roasted in a gas forge and then
water quenched (to ease breaking). The team crushed 36 lbs of this material
to the normal 'rice to half pea' size. In keeping with some recent observations
by Lee Sauder, a further 4 lbs of poor quality Virginia rock ore was set aside
as a seed charge. The expectation here was that the higher silica content of
this material would speed the formation of the slag bowl. In total 40 lbs of
the two ores was used.
As usual, the main sequence started by filling the furnace with rough charcoal,
followed up with additions of graded fuel (2.5 cm pieces). Air was set at roughly
750 litres per minute. This number is only an estimate, as the first blower
failed part way through the smelt and had to be replaced with the standby unit.
(There are no exact measurements for the second blower, but sound and consumption
rates remained constant - suggesting close to the same volumes.) From the first,
the smelter ran hot, with initial consumption of the standard 10 litre (about
4 lb) measure of charcoal in the range of 6 minutes. Significantly, the entire
internal volume of the smelter very quickly ignited, shortening the time required
to first ore addition.
 |
About half way into the main smelt sequence |
A fairly standard ore and charcoal sequence was followed. The material of
the seed charges was added as 'slugs'. Time was allowed for this material to
hit tuyere level before starting the main ore charges. A standard time internal
was maintained at roughly 8 - 9 minutes per fixed charcoal bucket. As has been
seen in the past, the furnace accepted ever larger volumes of ore inside those
charcoal charges, in this case peaking at 5 scoops (about 2 kg) or about 1 :
1 ore to charcoal by weight. The allotted ore was added in roughly 3 hours.
Latter in the sequence, the smelter make several self tapping leaks of slag.
This proved to be transitional, thin and dark but with not enough iron content
to be magnetic. As much as a teaching tool as anything else, this material was
re-cycled. Over the course of the smelt there was no problem with too high slag
levels. The tuyere only required rodgering out on two occasions.
Time was again given for the last of the ore to fall to tuyere level, then a
last 'shock charge' of 3 scoops (about 1 kg) was added as a single slug. This
was covered with a last two buckets of charcoal, then the furnace was allowed
to start to burn down.
The furnace had been set up with a large enough tap arch to allow for a bottom
extraction, but the team wanted to use a top extraction method. To that end,
the interior level of burning charcoal was allowed to drop down to roughly 1/3
of the volume before extraction was started.
Air was cut back to a lower level (about enough to keep the interior temperatures
constant) and the charcoal covering the slag bowl was scooped away. An attempt
was made to loosen the bloom with the log 'thumper' but this proved less than
normally effective. The tap arch block was pulled away, which also removed about
1/3 of the lower slag bowl which was stuck to the clay. The lower level of ash
and some sand was raked out, making use of the thumper from the top more effective.
With some use of a long chisel tipped rod it was possible to loosen and grab
free the bloom with tongs.
The furnace had more fresh charcoal added and air blast returned. In this way
it was possible to re-heat the bloom, allowing for several working heats to
be taken. First, the loose mother was struck off using heavy hammers and an
anvil set on the floor. Some attempt was made to compress the bloom in latter
heats, but the smelter-as-forge set up proved not the best for getting back
up to the higher heats required. In the end it was decided to use our remaining
energies to section the bloom, a process that itself took three heating cycles
to accomplish.
 |
The bloom being re-heated after initial hammering |
The finished bloom had a somewhat a lumpy and fragmented consistency. Spark
tests after it cooled showed it has a range of carbon contents - from a good
soft iron on one side through to a mid carbon on the opposite (guesstimated
at about .3 carbon) The total size of the finished bloom (before cutting) was
12 lbs. This is a 30% return on ore used.
In all a text book smelt, which proved perfect as a teaching experience for
the team members. The furnace preformed perfectly, with no significant problems
over the smelt. The sequence ran just as predicted, with end results almost
exactly as expected.