 |
 |
 |
| Section : Smelt 2.1 at 677 gm |
Section : Smelt 2.3 at 628 gm |
Section : Smelt 2.1 at 737 gm |
 |
 |
 |
| After flattening, fold and
weld. Cut for next fold, along line of developing crack on one side. |
At initial flattening, broken
into several pieces Note pieces MIG welded to bar for ease of holding (used for all blooms after flattening) |
At initial flattening. Note pillow shapes along lower edge, extruded slag |
 |
||
| Pieces stacked for first weld |
||
 |
 |
 |
| Resulting thick bar at 389 gm Two welding courses (note surface cracks remaining) |
Resulting long bar at 258 gm Three welding courses |
Resulting thick bar at 525 gm Two welding courses |
| Total return @ 57 % |
Total return @ 41 % | Total return @ 71 % |
 |
 |
 |
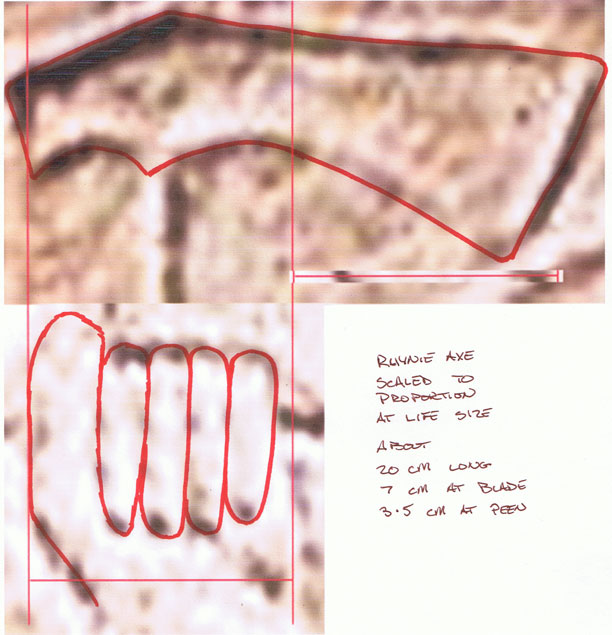
| Pieces used for axe forming
step @ 905 gm: Two flat plates (2.1) Edge wedge and peen block (2.3) |
Pieces positioned for welding
up into the axe blank Note use of dots of MIG weld to hold in position |
The forge welded axe blank Note the gap showing from roughly 1 - 3 inches from the peen end, which will later form the eye. |
 |
| Axe at end of forging heat. The crack is visible, as well as the shift in colour from the cold to hot end. |
 |
 |
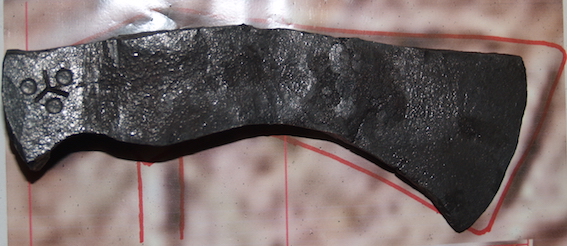 |
| Finished, left side Hot stamped with : T2T 2023 Note small crack remaining |
Finished, top, showing long
thin 'trimming' shape and relatively thin eye |
Finished, right side (against
Rhynie outline) Hot stamped with : makers mark Note small crack remaining, MIG marks |