Experiment, Archaeology &
Art - The Turf to Tools Project
Abstract :
Turf to Tools (2014, 2016) was originally conceived as “... an
ongoing investigation in to landscape, material and craft, inspired
by local archeological investigations in Rhynie, Aberdeenshire.” The
archaeological foundations centred on the work of Dr. Gordon Noble’s
investigations of Pictish sites, notably the ‘Rhynie Man’ stone, and
later the excavations by Ross Murray at the ‘Iron Age Craft Working
Site’ of Culduthel, nearby. To date, a total of eight bloomery
iron smelts have been undertaken for T2T, the two main series at the
Scottish Sculpture Workshop at Lumsden (close to Rhynie). These
included tests of the unique local Macaulayite ore and peat as a
potential fuel. Local materials would be utilized using prototypes
established by the archaeology, through methods refined by
experimentation, with an aim to replicating a specific object, being
the axe depicted with Rhynie Man. Taken together, this project
illustrates an interface between archaeological research and
practical experiment, extended into artistic vision.
This is the full version of the paper behind a presentation at
the European Archaeology Association EAA23 conference at Belfast,
Ireland, September 1, 2023, Session 729 - EXARC: Reconstructing
Past Narratives Through Experimental Archaeology. A shorter version, covering just the experimental iron
smelting and bloom to bar processes (less lavishly illustrated) is
pending publication. Additional internet site links are provided
here.
Introduction :
The Turf to Tools project (T2T) was initially conceived as :
"... an ongoing investigation in to landscape, material and craft,
inspired by local archeological investigations in Rhynie,
Aberdeenshire."
“During summer 2013, a nearby archaeological investigation
unearthed evidence of metal working within a Pictish fort. Taking
inspiration from the finds, SSW Artist and Technician Eden Jolly
attempted to recreated a bloomery iron furnace, working with
information provided by archaeologist Dr. Gordon Noble to explore
the methods and practices involved to produce workable iron from
raw iron ore. From this, the conversation diversified to a wider
exploration of skill, process, and material – material as a
resource but also as a subject of procurement within both modern
and historical landscapes.” (UN, 2016)
Nuno Sacramento, then director of the Scottish Sculpture Workshop
(SSW), located in rural Lumsden, close by to Rhynie in Scotland,
would organize this
“...cross-disciplinary project, (where) the focus is on
collaboration and peer exchange, working with artists, artisans,
scientists, historians and academics...” (UN, 2016)
The initial core group would include both technicians Eden Jolly
and Uist Corrigan, fellow artisan blacksmith Kelly
Probyn-Smith plus archaeologist Gordon Noble and
artist / writers Deirdre O’Mahony and Maxime Hourani.
As SSW operates as a community of resident artists, often valuable
input was provided by others not directly involved in the project.
As mentioned, from the very start, the archaeological investigations
at Rhynie by Noble would serve to frame this undertaking. (Gondek
& Noble, 2017) So T2T was centred to what was
loosely defined as a 'Pictish' cultural set : North Eastern
Scotland, post Roman to pre - Viking (so 400 - 800 AD). It is a
period where the minor chiefdoms are expanding to small kingdoms,
and Rhynie appears to be the site of one of those political centres.
In terms of prototype objects, this period presents some major
problems, as this is a material culture not well represented by
artifact in archaeology.
Remains of bloomery iron smelting furnaces are fragmentary at best,
and the functional details of building and operating these furnaces
is still under testing by way of experimental archaeology. Looking
for specifically first Scottish, then narrowed to Pictish, period
samples at first seemed unlikely. Fortunately, it proved possible to
find descriptions by Ross Murray of a small scale historic
iron production site at Culduthel, just outside Inverness (about 80
km to the west of Rhynie).(Murray, 2007) Both the close location,
and the rough dating that site from 200 to 400 AD, is almost good as
it could be within the random nature of archaeological discoveries.
My own past work with small scale bloomery furnaces would prove
critical, allowing for a fuller understanding of exactly how
available iron ore could be transformed into workable iron bars.
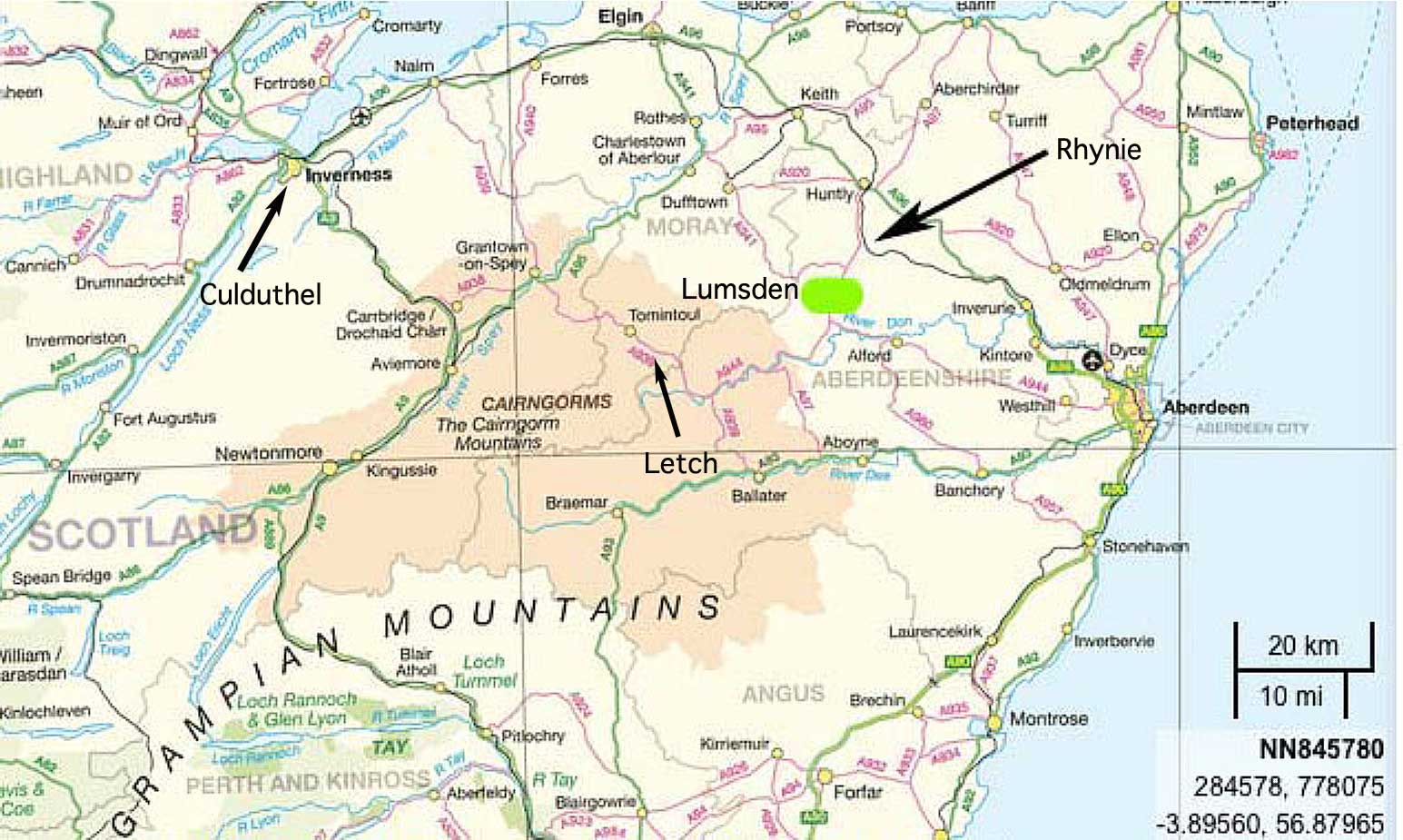
Figure 1 : Map of west Scotland, showing locations of interest
As an undertaking, T2T would be comprised of three primary working
sessions, initial prototype builds plus main campaigns later August
to early September of 2014 and 2016, with a completion planned for
early September of 2023 (immediately following the EAA23
conference). The rough working plan was for Phase 1 (2014) to centre
on iron smelting, Phase 2 (2016) to include bloom to bar, and Phase
3 (2023) to include bar to object. Overall, a total of eight
individual iron smelts were mounted. Participating in individual
firings would be post graduate students, staff of regional living
history museums, artists and writers. In terms of public outreach, a
number of the smelting events in 2014 and 2016 were specifically
mounted as open demonstration events. In this all the integration of
archaeological research, experimental testing and contemporary arts
was a fundamental part of the project.
Method : Culduthel
The excavations at Culduthel Mains
Farm, Inverness, of a group of iron smelting and further bloom
processing furnaces would serve as the archaeological basis for the
test furnaces built for Turf to Tools.
“ The ironworking debris
is a substantial and important assemblage, comprising over 250 kg
of material. This is the largest Iron Age slag assemblage from
mainland Scotland. In addition to this are 16 stones associated
with furnace structures, one bag of possible iron ore and
approximately 7 kg daub with adhering vitrified material. This
assemblage is significant due to the stratified nature of the
majority of the material, particularly as quantities were
recovered in association with recognizable hearths or furnaces."
"... three different furnace types may have been present at
Culduthel : simple bowl, simple stone built and more substantial
stone built furnaces.” (McLauren & Heald, 2007)
The site at Culduthel contains the remains of a large number of
furnaces, with evidence of not only primary iron smelting, but also
secondary bloom to bar processing and likely bar to object
production as well. The main form of the furnaces is a heavy stone
base with a clay superstructure, although basically the upper
portions only survive as fragments. Individual sizes vary from 40 x
60 cm down to 30 x 40 cm interior diameter (ID), the use of larger
stones resulting in a kind of boxed oval shape. Several further
clues were indicated from the remains :
• the larger base stones created a C shape, with
smaller stones indicating a lower break line / arch, suggesting a
bottom extraction method
• the bases of several furnaces included heavy
fragmented charcoal deposits containing drips of slag
• a number of clay fragments showed impressions of
wicker and finger prints
• several of the furnaces showed multiple layers
of slag, indicating repeated use cycles
• one section was either composed of smaller
height stones, or had stones missing, strongly suggesting bottom
side extraction of the bloom.
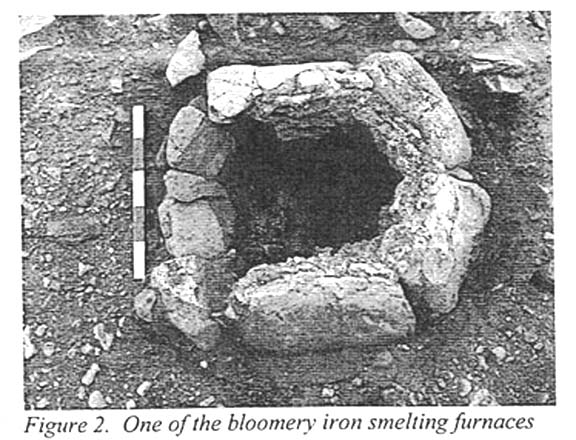
Figure 2 : One of the furnaces uncovered at
Culdthel, with a 10 cm scale (a)
As is typical with almost any furnace excavation, little more than
the base area remains. Any attempt at full reconstruction, much less
into a functional system, remains somewhat speculative. To aid in
creation of a working furnace, experience gained from large number
of earlier experimental bloomery iron smelts was applied (a total of
55 at the start of this project).
The most significant unknown because of the limited remains
available from archaeology is always the details of the air system
itself, both in terms of how air is inputted into the furnace as
well as the equipment used as the supply.. It is certainly well
understood that historic systems used as reference all use some type
of human powered equipment. Although a number of tests of various
bellows have been made, the main problem with using human power is
assembling the number of volunteers needed for the constant (and
exhausting) pumping required over the 4 – 6 hours of a typical
smelt. (1) For that reason, mechanical blowers were employed in all
these experiments. It is understood that the higher volumes possible
via electric powered blowers normally can be expected to result in
larger yields and often denser final blooms (Sauder &
Williams, 2002)
A second unknown is the combination of stack height (distance above
air input) and base depth (distance below air input), both of which
have proved critical to effective smelting. There is a dance between
ore type, available charcoal, clay used, and the amount of air (both
volume and pressure) which combines to the final ideal size and
layout of the furnace. Change too much of one, and all the other
elements need to be modified.
The basic design for all the furnaces was the well tested ‘short shaft’ type (2),
basically a clay cylinder roughly 60 – 70 cm tall (shaft height) and
25 – 30 cm ID. A base depth of at least 10 cm and measurement above
the tuyere (stack height) of at least 40 cm have proved minimal
measurements in extensive testing. Walls were composed of a mix of
equal amounts by volume of powdered commercial clay, course sand and
dry shredded horse manure, roughly 8 cm thick at base and tapering
to 5 cm at the top.. As indicated by Culduthel, the superstructures
were placed on a base plinth made of natural stones, this base
filled with charcoal fines. The material of the tuyere varied,
either ceramic or copper. Ideally this placed 15 – 20 cm above the
fines surface (base depth), set 5 cm beyond the interior wall and
roughly at a 20 degree down angle. Furnaces were equipped with a
wide lower extraction arch plus a smaller tapping arch. Slag tapping
would be carried out only as required to prevent levels blocking the
air flow, with the furnaces often also self tapping (incontinent).
A similar sequence was used for all experimental tests, again
repeating the method proven by earlier work. Once the furnace
body has been pre-heated it is first filled with rough (unsorted)
charcoal, followed by charcoal which has been broken and screened
for pieces between 2.5 (walnut) to 0.5 cm (pea) size. Air is
supplied, and after the total of the interior is enveloped,
typically adjusted for a burn rate at 5 - 7 minutes per kg, with
charcoal added each time the top level falls about 5 cm, typically
about 500 gm/ 1.5 litre. Ore is added in small amounts, spread as
evenly as possible between charcoal additions. As the iron oxide
reduction process is overall exothermic, internal temperatures
(indicated by time of fuel consumption) can be dampened down by
supplying ever larger amounts of ore to uniform charcoal charges,
normally starting at 1 kg per roughly 2 kg charcoal, and over the
sequence increasing incrementally to as much as 3 kg per charge. As
these experiments are intended just to illustrate iron production,
not necessarily most efficient or massive blooms, a typical total
added ore amount are 25 – 30 kg. The expectation is a bloom in the
range of 3 – 5 kg, so a yield of 12 – 20 %.
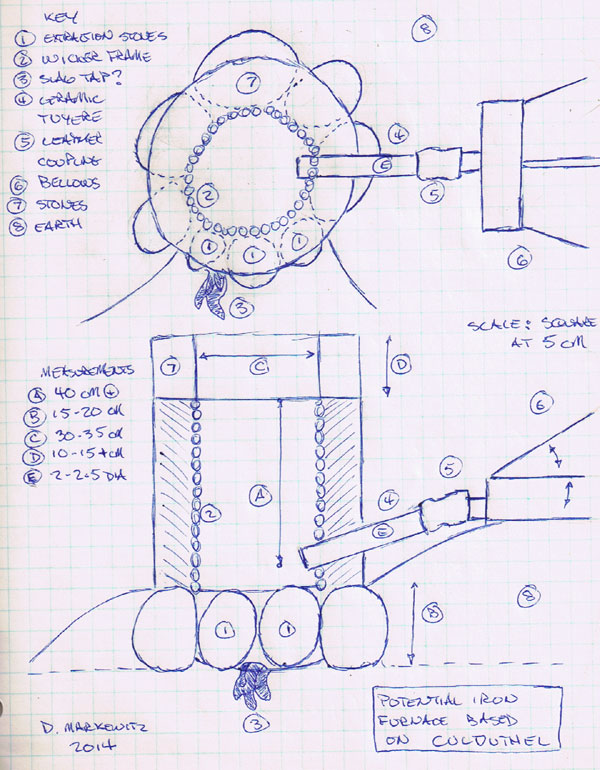
Figure 3 : Potential working bloomery furnace, from archaeology
at Culduthel
Dependable instrumentation for the measurement of air volumes was
not available throughout this series, so any numbers reported are
rough estimates only. Temperatures inside the furnaces were
sometimes measured, using a digital thermometer and wire
thermocouples, but as these are not critical to the results, they
are not reported here. Charcoal was measured by volume (standard
bucket) where that quantity was weighed afterwards and recorded as
an average.
The Experiments :
Two prototype test smelts were undertaken , August 2013 at SSW and
June 2014 at the Wareham
Forge, the primarily purpose to test out the overall furnace
construction plan.
Prototype A - In Scotland, the core team would consist of
Eden Jolly and Thomas Stackhouse (only the second time they
had attempted a bloomery iron smelt). The smelt was one of a number
of activities carried out before the public as part of the SSW
Summer Celebration event.
An ore analog was prepared using 25 kg red oxide (at 81% Fe2O3) plus
1.25 kg silica sand, 0.5 kg alumina and 2.5 whole wheat flour, to a
total of 29.25 kg (dry weight), for a total potential iron content
of 48.5 %. The result was a 5.2 kg bloom, yield at 18 %.
Prototype B - In Ontario, the core team would consist of Dr.
Ron Ross, Neil Peterson, Roger Redner, and
myself. The build used an on hand wicker basket as an internal form,
which created a conical shape, 24 cm ID at the top, 35 cm ID at the
clay base, 61 cm tall. (3) The clay shaft was set on top of natural
stone base roughly 21 cm tall. The combination of irregular stones and rigid internal form
was found to create significant problems with extensive cracking as the clay shrank
on drying, although the use of an internal form certainly made
construction easier and quicker. Several gaps into the range of 5mm
wide had to be filled with damp clay after the normal air drying and
gentle pre-heating fire of wood splits. Exaction through a bottom
arch resulted to considerable
damage to the furnace, which basically pulled slightly apart
into two half sections vertically. Despite this, it was felt that
the structure could have been braced and repaired for a second use.
The tuyere was a pre-made ceramic tube with an ID of 2 cm, (4), set
(all roughly) 16 cm above the fines base, 4 cm beyond the interior
wall, allowing for a stack height of and 22.5 degrees down angle.
Overall, the smelt itself was successful, with 31 kg of a standard
ore analog composed of red iron oxide (Fe2O3) (5) reduced to a 5.2
kg bloom (yield at 17 %). Air was supplied via an industrial
electric blower, volumes in the range of 400 – 500 litres per minute
(LpM), deliberately to a lower amount to better simulate the kind of
volume available via human powered equipment. (Markewitz &
Peterson, 2021)
Phase One was undertaken in August of 2014 at the Scottish
Sculpture Workshop. It consisted of a total of three primary smelts,
with an additional firing test plus one secondary experiment. All
the furnaces at SSW were built on a platform consisting of a
standard wooden shipping skid, topped with a protective layer of
concrete paving slabs. This both protected the concrete floor
working space, and allowed the furnaces to be carefully (!) moved
about.
Figure 5 : Layout of the Phase 1 furnace, Phase 2 was similar
Again, a base plinth was constructed of a number of roughly similar
sized natural stone blocks, supporting a slightly conical clay
shaft, made of the 1:1:1 mix of clay : sand : shredded horse manure.
This was completely hand built without any internal form, the wall
thickness tapering from about 8 cm at the base to 5 cm at the top
edge. At the top the ID was 20 cm, at the base 29 cm. With the base
plinth packed with 15 cm deep of charcoal fines, the total shaft
height was 66 cm.
One important build feature was recommended by visiting artist
George Beardsley. After the first row of clay pieces were added to
the stone base, the top was uniformly flattened, then a shallow
impression was created in the centre line on the top of the clay.
This was then dusted with charcoal fines, before the addition of the
second build layer of clay. This feature, later dubbed ‘the
Beardsley Break’, prevented any cracks caused by clay
shrinkage against the random stone pieces from extending
further upwards into the body of the furnace. The impressed channel
formed at the same time prevented any escape of hot interior gasses
from the working furnace.
Figure 6 : the Beardsley Break, before dusting with charcoal
fines (i)
The tuyere was a standard ceramic tube, set 5 cm beyond the interior
wall , to 22.5 degrees down. The base depth was 11 cm and the stack
height at 45 cm. Holes of 0.5 cm would be placed spaced every 10 cm
vertically through the furnace walls, located at 90 degrees to the
tuyere location, allowing for temperature measurements. Named 'Lite
Brights' by my team, a practical feature of these holes is
first to see how ignition is proceeding up the furnace interior.
Additionally, as a tongue of flame is visible as burning gasses
escape, some estimate of the relative internal pressures within the
furnace can be made.
Smelt 1.1 would be a partial test of a unique local ore - Macaulayite. The simple
components are (%) Fe2O3 78.4, SiO2 10.48, Al2O3 3.71, H2O 7.4, so
an overall potential iron content of 55 %. (6) The material gathered
however was visibly very sandy in texture, and so the exact iron
content the 16.2 kg of Macaulayite used is unknown. After breaking,
this was mixed with 7.8 kg of fragments of industrial taconite,
(normally about 65 % Fe). An additional 6 kg of standard red analog
was also used to bring the total added to 31 kg. Air was supplied
via a small electric leaf blower, volume
unknown. As was expected because of the silica and alumina contained
in the Macaulayite, considerable slag was generated and tapped off.
After a bottom extraction, the end result was disappointing, with a
bloom of 2.3 kg, yield at 7.5 %.
Smelt 1.2 used the same furnace, with some minor repairs
around the extraction arch. This would be less of an experimental
investigation than for the purpose of increasing experience within
the SSW staff, Eden Jolly replacing myself as primary smelt master.
There had been some erosion of the interior clay walls around the
tuyere, typically of any clay built ‘virgin’ furnace. This changed
the insert distance of the tuyere to 5 cm. A fresh bed of charcoal
fines was laid, increasing the base depth to 15 cm. This would be a
larger volume smelt, using 33.5 kg of broken taconite and 7.5 kg of
red analog for a total of 41 kg added. One large bloom mass of 2.9
kg plus several larger pieces combined at 1.8 kg were recovered, a
total weight of 4.7 kg, yield of 11.5 %. During extraction,
there was considerable damage done to the furnace body.
After smelt 1.2, the construction of a new furnace was required,
along the same general plan as the previous one. The same set of
stones and positions were retained for the plinth. On completion the
new furnace had a stack height of 64 cm, 20 cm top ID and
(estimated) 27 cm bottom ID. The tuyere was placed identically to
that previously, the new stack height as 48 cm.
Experiment 1.A would involve testing the potential
temperature generation of peat as a fuel, a question suggested by
project contributor Deirdre O’Mahony. This was undertaken as an
extended drying fire process of the new furnace. The material
used was commercially produced peat pellets,
consisting of dug and shredded peat compressed into ‘sausages’
roughly thumb diameter and length. These were broken (with
considerable difficulty) into the same size pieces used for the
normal charcoal (so between 2.5 to 0.5 cm). Over a period of one
hour a total of 43 kg of broken peat was added, with the same air
supply as for 1.2. With ignition, it was clear that there was
considerably more volatiles contained
that would be seen with charcoal. Near the end of this test,
temperatures of as high as 1250 C were recorded. This is certainly
within the range required for bloomery iron production. Balanced
against this was a clear indication a yellowish colour in the
volumes of smoke produced, normally a sign of sulphur being present.
As sulphur quickly degrades the quality of any iron created, it is
uncertain that at least this form of peat might be useful for iron
smelting.
Figure 7 : Showing the large amount of smoke generated during
the initial part of the peat test.
Smelt 1.3 would be carried out as a day long public
demonstration.
In discussion it was felt that the small blower used in the two
previous smelts, although producing volumes which may have been
similar to human powered bellows, was the primarily reason yields
had been so low. In an attempt to increase burn rates (so internal
temperatures) a second, more powerful leaf blower unit was employed
at the point where only 4 kg of ore had been added. The total ore
used was 40 kg, again a mixture of taconite at 13 kg and red analog
at 27 kg. The end result was an impressive and extremely dense 11.6 kg bloom, a 29 % yield.
Experiment 1.B was an additional investigation that was added
to the end of this smelt. Under Emma Harrison, a total of
5.2 kg of beef bone pieces were added at the end of the main ore
charges. These were placed as three roughly similar amounts, each
covered with a standard bucket measure (1.9 kg) of charcoal, then
allowed to burn down to the bottom of the furnace. The intent of
this experiment was to see if the addition of bone would result in a
calcium layer deposit on the bloom. (Harrison, 2015) The
final conclusion here was the bloom itself showed no effect, but
there was the generation of a considerable amount of pale yellow and
viscous slag, over the dark black and fluid iron rich slag that
would be normal. Almost no physical traces of the consumed bone
pieces were found.
Figure 8 : Harrison adding bone at the end of the smelt
sequence. Eden Jolly to rear.
Phase 2 was mounted in September 2016, the gap largely due to
the funding requirements of mounting an international project. The
primary intent of Phase 2 was to convert created blooms into working
bars, and finally into replica objects. An additional three iron
smelts would investigate other locally available raw materials.
Again, a new furnace was constructed, on the same model as that used
in earlier tests. Irregular natural stone blocks filled with
charcoal fines as a base plinth, topped with a shaft of clay / sand
/ horse manure mix. The conical shape stood 68 cm tall, was 20 cm ID
at the top and 30 cm ID at the base. The walls tapered in thickness
from 8 cm at the base to 4 cm at the top edge, again using a
Beardsley Break at the lower level. The tuyere used was made of
heavy forged copper 45 cm long, tapering from 5 cm ID at 0.3 cm
thick to 2.5 cm ID at 0.6 cm thick on the insert end. (7) The tuyere
was set inserted 5 cm into the interior at 20 degrees down angle,
place to give a working stack height of 49 cm. This furnace would be
used for all three smelts, although considerable repair was needed
between the first and second use. Air would be supplied via an
electric leaf blower (no volume measurements).
Smelt 2.1 would continue the theme of utilizing local
materials. Ore was gathered from a vein of geothite remaining at the
Lecht Mine, near Tomintoul, about
40 km due west of Lumsden. (8) As with any abandoned works, any
remaining ore found is likely to be questionable in quality. Several
buckets of what was considered (despite limited experience gathering
natural ores) rock bearing enough iron. This was broken into
fragments ranging from 1cm down to 0.3 cm (peanut to rice size),
with any pieces visibly containing little iron discarded. During the
standard smelt sequence four heavy tappings of black iron rich slag
were required. With a total ore amount of 37.5 kg, the results were
disappointing with a crumbly textured bloom
at 3.5 kg, yield of only 8 %.
Smelt 2.2 was a test of the possibility of peat as a fuel.
Again, commercial compressed peat pellets were (labouriously) broken
into 2.5 to 0.5 cm pieces. The burn rate (volume over time) was
found to be considerably faster than typical with charcoal, an
average of 4 - 5 minutes per kg. Internal temperatures were
measured several times, these indicating that the internal
temperatures were considerably lower than considered ideal, with
1150 C as the highest recorded. One change to the basic method
was the addition of three, one kg charges of iron rich tap slag from
2.1 before ore was started. The purpose here was to quickly
establish a working slag bowl system in the furnace, normally a
technique that helps improve yields. The ore used was a variation on
the standard red oxide analog, with 5 % whole wheat flour and 5 %
fine oat meal used as the organic binder. Again the results were
disappointing, with 35 kg of analog only creating 1.5 kg of broken
bloom fragments, a yield of only 4 %. In addition 6 kg of metallic
gromps (mixture of slag and iron fragments enough to be magnetically
gathered) was recovered afterwards.
Smelt 2.3 should be considered experiential more than
experimental. Work was managed primarily by Jolly and Corrigan, with
myself more as observer. The main ore used was 22 kg of broken
industrial taconite. In the final stages broken gromp fragments
where mixed with Lecht ore at 1 : 1, using 6 kg of each. Once again
the first charges were 3 kg of broken tap slag. The return this time
was impressive, the total of 34 kg ‘ores’ creating a nicely dense 9 kg bloom, yield of 28 %. This metal was
given a simple grinder spark test afterwards, suggesting a mid
carbon (roughly 0.5 %) content.
Links to summary reports, layout drawings sequence data on
individual smelts can be found in Appendix
A : Smelt Links
Bloom to Bar :
Several of the blooms created during T2T were compressed down into
thick working bars, a separate undertaking requiring it’s own set of
specialized equipment and skills, the next important step in the
chain of processes that leads to the final object. Individual blooms
are partially compressed when they are first extracted from the
furnace, working with hand sledge hammers to first strike off
clinging fragments of the slag bowl, and to mechanically attach
metallic gromps along the outside surfaces as much as possible. When
possible, the full bloom is sectioned into more manageable pieces,
typically cut with an axe into rough quarters for blooms of the size
range produced here. All the work on rendering blooms to bars was
undertaken using what would be considered ‘traditional’
blacksmithing equipment; coal fired forges and large sized anvils.
Work done at the Wareham Forge included use of a 30 ton hydraulic
press and 75 lb air hammer.
From Test B, a 1278 gm section was rendered down to a ‘brick’
shape at the Wareham Forge. During the process, a fragment at 51 gm
was broken off and recovered. The final working bar was 957 gm, so a
return at bloom to bar of 75 %, overall ore to bar of 13 %.
From Smelt 1.2 the bloom had been cut into two pieces at 1.6
and 1.2 kg, the smaller further divided into 300 gm and 900 gm. The
two larger were compacted and worked at SSW. The 900 gms was reduced
to a roughly consolidated plate at 600 gm, so a return at bloom to
bar of 66 %, overall ore to bar of 8 %. This was further forged into
a small bowl
like artistic object. (9) The larger 1.6 kg piece was
converted to a heavy bar at 800 gm, so a
return at bloom to bar of 50 %, with overall ore to bar of only 3 %.
An attempt was made to forge this bar into an axe, but a combination
of poor fuel and minimal tools made this effort fail.
From Smelt 2.1, two rough quarter sections were compressed to
thick plate shapes in August of 2023 at the Wareham Forge. The first
started at 677 gm and finished at 389 gm, a return at bloom to bar
of 57 %. The second started at 730 gm and finished at 525 gm, a
return at bloom to bar of 72 %. Both bars spark tested as basically
carbon free iron. The differences in return is likely due to the
starting composition of the two sections, as the second was visibly
denser at the start of the welding up process. In combination this
represents a return of bloom into bar at 18%.
From Smelt 2.3, a section at 628 gm was compressed to a small
bar at 258 gm, a return at bloom to bar of only 41 %. This process
proved considerably more difficult, requiring twice the compacting /
welding / folding steps as the material from 2.1. The reason for
this was likely the increased carbon content in this metal, spark
tested at about 0.2 - 0.3 % carbon, so more suitable as a cutting
edge. (The difficulty and most significant loss was at the first
step bloom to plate stage, which could have been as much poor
operator technique as much as bloom quality!) The overall loss here
was considerable, against the good yield for ore to bloom (28%) For more details see the separate photo essay : Bloom to Bar to Axe
Inspiration : The Rhynie Man Axe
In 1978 a large stone slab was uncovered just south of Rhynie. The
enigmatic figure carved in one surface, dubbed the Rhynie Man, would
channel the 'object' part of the project. The cartoon like figure,
likely created some time about 400 - 600 AD, holds over his shoulder
an axe. Who is depicted? What is the reason for his looming
presence? What is the original reason for the figure’s exaggerated
details : pointed teeth, big hooked nose, long hair or head-dress?
(appendix B : Rhynie as Bogie) What are
the construction details and use purpose of that axe? This axe would
become the goal of the extended process of ore to bloom to bar to
object. To make determining the details all more difficult, research
suggested no artifact axes have been found in Scotland for the
period of reference. Within all of Great Britain, only a mere
handful have been found overall. Searching for a possible artifact
prototype would prove not only difficult, but the use
interpretations of that prototype became a major point of discussion
within the project.
Figure 9 : The Rhynie Man picture stone,
detail, with the axe over one shoulder. (b)
Of course extreme care must be taken with any attempt to translate
the cartoon like style of the original carving into physical
reality, most especially in the absence of any reference artifact.
At best this depiction clearly is an artistic interpretation with
proportions (and details) exaggerated for purpose, also with the
figure positioned to make best use of the shape of the natural stone
slab. The proportional size of the head of the figure is obviously
too large in comparison with the hand and body size. (Normal 'hand
width' of the human head is roughly three times the palm
measurement, in the carving this distance is closer to four.)
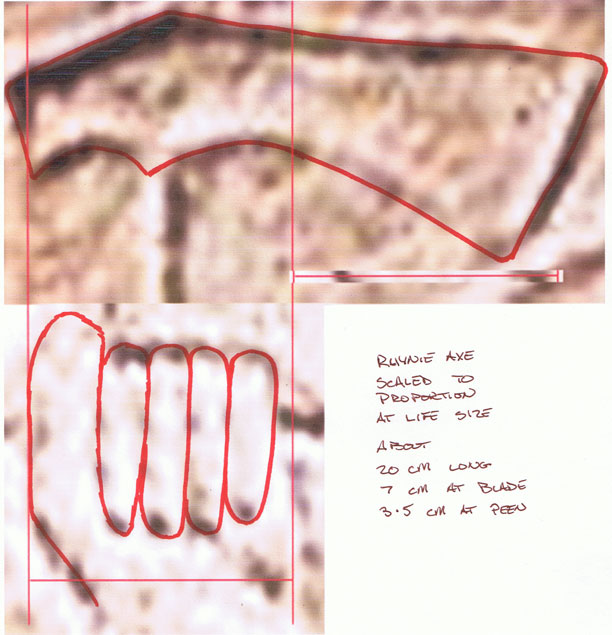
For the purposes of estimating the dimensions of the axe, the
proportion used by the original artist assumed to be accurate
between the hands and the axe. The width of the hand has been
considered at 10 cm. (10)
This generates the rough measurements :
Length = 20 cm
Blade width = 7 cm
Peen width= 3.5 cm
Eye width= 6 cm
Of course as the image is only a side profile view. Important to
understanding the functional use and the construction methods used
in production, is also considering plan / top down view. The angle
of the cutting edge bevel determines effect on impact, distribution
of mass over the body determines handling characteristics in motion.
Obviously neither of these important defining measurements were
possible to determine from the carving.
Figure 10 : Rhynie Man Axe - converted to
'life'
Using the same method, the length of the handle as depicted is
estimated at roughly 80 cm. The thickness of this shaft is one
question. It is shown in the carving as a thin, single line. Is this
a reflection of an extremely small diameter, or merely an artistic
convenience? It is worth noting that the illustrated width is less
than any of the fingers. If depicting reality, this would suggest
that the object's handle would have had to have been made of iron. Searching for Artifact Sources :
" Axes, and in particular franciscas, are rare in Anglo-Saxon
graves. Some 25 axes are known from Anglo-Saxon contexts, 15 of
them franciscas. With the exception of the unique specimen from
Sutton Hoo, all English axes are early (5th-6th cent.), and all
have been found in the south (Wessex, Isle of Wight, Sussex, Kent
and Essex) “ (Härke 1992) (11)
It was originally suggested that a good prototype would be the 'Axe
Hammer' from the Sutton
Hoo Burial, which is Anglo Saxon, from southern England, and
about 625 AD. (Clare-Evens, 1986)
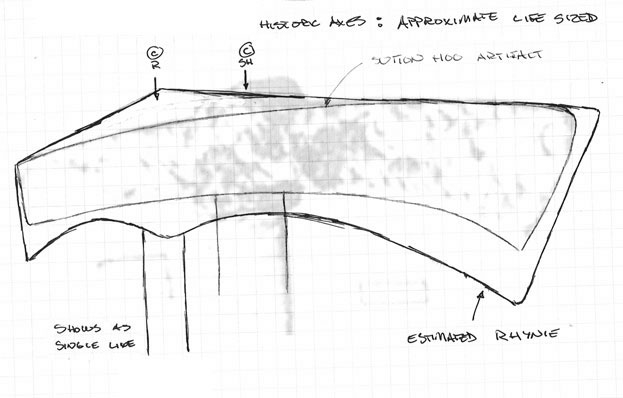
Figure 11 : The Axe Hammer from Sutton Hoo,
life sized (c)
This is a unique object, without another known sample. Although
roughly contemporary, it is from a different cultural set entirely,
and also geographically distant. It also certainly appears to be a
cavalry weapon from its overall design features.
Clear elements in the Sutton Hoo object :
• Thin forged iron handle, of a length suitable
for single hand use. The handle material shifts from square to round
profile for the last roughly 25 cm. It then ends in a swivel mounted
ring. Equipped with a leather thong loop, this is the ideal way to
secure this axe over the wrist, preventing possible loss while used
as weapon when mounted. Ideally the round cross section would be
wrapped with leather lace for better grip and comfort (although the
artifact did not bear traces that suggested this).
• Long drawn out peen, creating a possible
'hammer' for dealing crushing blows.
• Handle attachment is to the centre of mass of
the total head length. This suggests providing for a fairly
symmetrical balance for a swinging impact (critical for mounted
use).
• The eye most likely (because of shapes observed)
to have been punched into the starting bar.
• The approximate volume is 80 - 85 cc, giving an
estimated total head weight of 625 - 660 gm (12)
There are a number of clear differences between the Rhynie Axe as it
is depicted and the sample Axe Hammer from Sutton Hoo :
Figure 12 : Profiles of Rhynie and Sutton Hoo
axes compared
• Even at casual observation, the difference in
raw size is clear between the two axes. Of course the cross section
of the Rhynie Axe can only be speculated, and this alone will be
significant in any attempt to estimate its possible total head
weight.
• Although the handle shown in the Rhynie carving
is a single line, so possibly also illustrating an iron shaft, It is
suggested here that this is merely an artistic impression used for
the ease of the original carver, and not necessarily an accurate
depiction.
• The proportion of the handle length of Rhynie
appears to be closer to 80 + cm. This handle length is more suitable
for a two handled weapon, which in fact is what is seen in the
carving. Sutton Hoo is 78 cm long, again more typical of a two
handed use, but may also be indicative of the kind of reach needed
for a cavalry weapon.
• The clear indications of 'wings' at the handle
attachment point on Rhynie is a structural feature associated with
wooden handles.
• The handle attachment on Rhynie is shown as
being close to the peen end of the axe, a more standard tool or
weapon axe design. On Sutton Hoo the handle is set roughly in the
centre of the head, creating a long drawn out peen, considered to be
a secondary striking surface. At the same time, this shape strongly
influences the overall balance (and control) while in motion.
Figure 13 : Replica of the Sutton Hoo Axe
Hammer
A replica of the Sutton Hoo axe was created at SSW Phase 1 as a
point of comparison, the primary difference from the artifact being
it terminated in a simple loop, rather than the more complex end
swivel of the original. Again, the replica was made from modern mild
steel, using a coal forge and large anvil. The replica was not
polished or sharpened, primarily for safety reasons while presenting
to the public. Placed in the hand, its balance and feel in motion
strongly suggested its purpose as a weapon, particularly for use
from horseback.
Viking Age axes (800 – 1000 AD), from Scandinavia or beyond,
although again culturally distinctive and later than the reference
time period, where deemed worth consideration, if only for the large
number of artifact samples available.
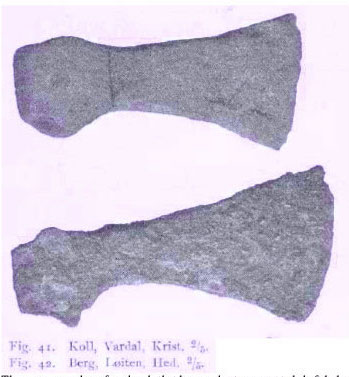
Figure 14: Artifacts illustrated in
Petersen's Typology (d)
Although the head shape illustrated here certainly does appear much
closer to that depicted in Rhynie, Petersen's study is of Viking Age
Norway, and the type K is described as from the 900's. (Petersen,
1919)
While observing a number of artifact and high quality replica Viking
Age axes in Denmark, there was seen a clear division between the
form of individual axes, clearly related to their primary intended
use. Those designed for combat had wide blades and were almost
triangular in overall profile, but extremely thin in cross section.
Logging axes had distinctive wedge shaped cross sections, varying
between those seen on modern felling and splitting purposes. A third
grouping were 'fine tool' axes, primarily designed for wood shaping.
These typically had long tapered cross sections, making for slender
(sharp!) blades. (Markewitz, 2008)
Figure : 15 Prototype of a Petersen type K
Early in the investigations leading to T2T, a typical Peterson type
K axe had been created (at the Wareham Forge, again in mild steel,
using traditional blacksmith’s equipment), with a thin ‘fine
trimming’ edge. Set on a 60 cm long handle, it was clear to any
experienced tool user that this axe could be easily controlled to
take thin cuts off wooden beams, as for building construction or
shaping ship timbers. (Although it was also equally clear that if
used in combat it’s ease of handling would prove extremely
effective!)
In all artifact examples (regardless of origin) the body of the axes
were forged from a block of bloomery iron, either with or without an
added hard ‘steel’ cutting edge. With corrosion, the distinctive
gain lines natural to this material often indicate the exact forging
steps undertaken in forming any axe.
Again as comparison, Viking Age axes use several forging methods:
Eyes may be made by : -
slitting and drifting open,
- slitting the peen end and then wrapping
to the
rear and welding
- folding towards the front and welding
Edges may be made by : - using the
source iron only
- adding a lap welded steel edge to one
side
- adding an inset and welded steel edge
For T2T an initial prototype replica
was made of the Rhynie Axe, taking the discussion above into
consideration.
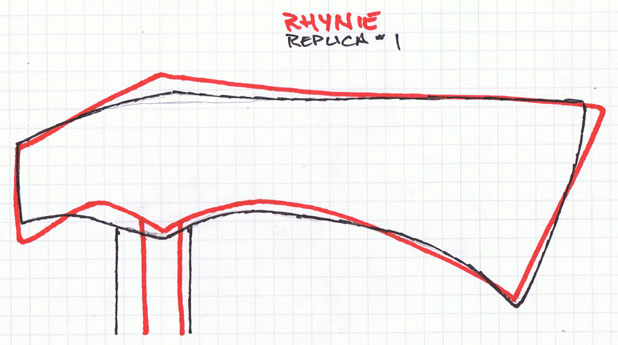
Figure 16 : Prototype of the Rhynie Axe - about life sized Rough forged weight = 1005 gm
Figure 17 : Comparing the first replica to
the carving as profiles, life size.
It can be seen that the rough forging is fairly close to the Rhynie
profile. For the replica, the eye was slit and drifted open. This
process is the easiest way to retain the quite heavy peen indicated
in the source illustration. The eye was sized to allow mounting to a
standard modern sledge hammer handle for ease of presentation (the
size used may effect the overall result). It can be seen (figure 18)
that the starting slit for the eye was made a bit too long, this
primarily a function of the available tools.
The replica was forged from a block of modern mild steel, at the
Wareham Forge, again using a ‘traditional’ bituminous coal forge and
large (225 lb) anvil. (13) The work was assisted by use of a small
industrial air hammer (which can induce certain shapes in process).
No additional hard steel edge was welded on. The finished head was
again not polished or sharpened.
The primary difference between this replica and the historic
illustration lies in the degree of the upset bottom edge of the
peen. The exact shaping around the eye wings and this peen edge
likely could have been duplicated more exactly through some final
hand forging. (After three hours of heavy work, it was decided to
stop before human error was likely!)
Figure 18 : Prototype of Rhynie axe - top
view, life size
Without knowing the exact cross section of Rhynie, it is hard to
estimate possible head weight. If Rhynie had a simple 'wedge' form
(such as seen in Sutton Hoo) the estimated volume is roughly 160 cc,
producing a head weight in the range of 1200 + gms. This would place
Rhynie at roughly double the head weight of Sutton Hoo.
This is not considered the most likely cross section however. The
replica blade was shaped as a 'fine tool' cross section. This
reduces the overall weight, as a rough forging, to 1005 gm. It can
be seen that the thickness of the peen is close to that at the eye,
placing much of the mass to that end of the centre line of the
handle. This overall shape results in a more balanced distribution
of weight, increasing control of the cutting edge in actual use. The
end result is a cutting tool that can be effectively controlled
(with considerable precision) even when used in a single hand. (In
contrast, axes with the simple wedge profile will 'hit harder', but
at the cost of being considerably more difficult to control in
flight.)
Although the original intent of the T2T project was to proceed from
bloom to working bar into object in Scotland, a combination of
equipment problems and available materials made this too difficult.
At the start, SSW did not have anything more than the most basic
blacksmithing equipment :
- a good sized antique anvil, but poorly mounted
- a portable ‘dish’ style forge, but in poor repair
- no working hammers (although new ones were purchased for T2T)
- a random selection of tongs, almost all too large sized for the
work involved
The huge problem turned out to be fuel. What was sold locally as
‘Smitty Nuggets’ blacksmith’s coal was the highest sulphur content
coal I ever experienced (in over 40 years of blacksmithing). Even
working out of doors, the volume of toxic smoke produced was
absolutely unacceptable. Sulphur is also a contaminant that
adversely effects forge welding ability, one of the main processes
required in compacting and purifying raw blooms into bars. Primarily
for these reasons, creation of a replica Rhynie Axe from the blooms
previously made was postponed to Phase 3, August to September 2023.
Creating the Bloomery Iron Replica :
As discussed above, the estimated weight of the Rhynie Man axe is
about 1000 gms as a rough forging. As already detailed, several
sections of the blooms created during Phase 2 where retained to be
further worked on at the Wareham Forge in Ontario. The
combined weight of the bars rendered from Smelt 2.1 and 2.3 came to
1172 gm. These bars were further forged to better match the pieces
needed to combine into a rough starting blank. There was additional
(minor) loss, due to the typical flaking off of hammer scale during
this process. The 2.1 plates were adjusted and one cut to match, the
2.3 bar cut into a small block for the peen and the other end forged
into a wide wedge for the cutting edge insert. The total weight at
preparation for the final welding up was 911 gm, with 118 gm
remaining unused.
The method chosen required two major hammer welding steps, first at
the peen end, second from the edge back towards the body, this
leaving a gap that would later be expanded to form the eye.
The finished replica was obviously somewhat smaller than the layout
estimate, a rough forging of 739 gm, a loss during welding and
forging to shape of a further 18% of the starting pieces. There
would be further reduction expected if the axe was polished to
‘bright’ and completed to a sharp cutting edge. (See – Bloom
to Bar to Axe)
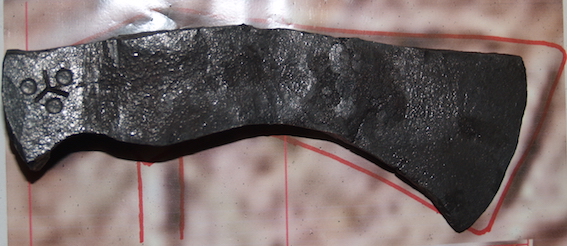
Figures 19 & 20: Completed bloomery iron
replica, top and right side view (with maker’s mark)
the Axe Pin :
As a further extension into exploring the world of Rhynie Man, at
SSW during Phase 1 Kelly Probyn-Smith undertook making a
replica of the axe headed pin that had just been uncovered at the
excavations. This small straight pin was a type most commonly used
to secure a cloak at neck or shoulder (depending on the sex of the
user). The upper terminal flared to an axe shape on one side, the
other side being drawn out then formed to a spiral coil. This
appeared on the radiograph reference images to end in serpent's
head. Forging such a small object presents its own set of
difficulties. Curiously the small set of 'jeweller's' sized tongs
also recovered in the 2014 excavations would be the perfect tool for
such delicate work.
From the beginning of Turf to Tools, presenting the project to the
wider public was an important part of the undertaking.
The smallest gatherings were the discussions between archaeologist,
visual artists, practical technicians, writers and organizers. As
SSW normally hosts a changing group of international visual artists
on typically one month long residencies, this category was expanded
beyond those directly involved in T2T itself. In this, an approach
to incorporating archaeological findings into contemporary artistic
practice was demonstrated. Often resident artists were drawn in and
would undertake direct hands on experience with the traditional to
historic crafts techniques being utilized in the project. Direct
participants would include local volunteers, resident artists, post
graduate students and staff of related living history museums.
During Phase 1, an evening of public presentations / lectures was
scheduled and well attended, even if total numbers were somewhat
limited by the rural location of Lumsden. The more formal
presentations included a summery of the underlaying archaeology of
Rhynie (Noble), historical basis to mechanics of iron smelting
(Markewitz) and outline and goals of the project (Sacramento).
Importantly, several of the experimental smelts were conducted as
previously advertised open public demonstration events at the
Scottish Sculpture Workshop, starting with Prototype A. Smelt 1.3
was conducted on a Sunday, and despite typical wet Scottish weather,
drew a considerable crowd, especially for the exciting process of
extracting the hot bloom. A table of various samples related to iron
smelting and the axe prototypes was set up, allowing the public to
physically examine samples of local ore types, created blooms and
finished bars. The creation of full sized replicas was key to
allowing direct experience with the weights and working balances of
the axes (deliberately not sharpened for this exact purpose). A
running commentary explaining the project and the process was given
over the five and half hours of the smelt. Smelt 2.2 was also open
to public viewing, with similar demonstration method and results. In
all public presentations, the interplay of archaeological
information, experimental process and direct working experience was
stressed.
Figure 22 : Bloom consolidation before the
public, smelt 1.3.
Graduate student Emma Harrison to right rear. Dirk Sporleder from the Scottish Crannog Centre, centre
(with tongs).(ii)
Additional Arts and Documentation :
In terms of further artisan involvement, Smelt 2.2 included a test
of a possible extension of the high temperature furnaces into
ceramics production, under the direction of Scottish artist Katriona
Gillespie. At the very end of the smelt during the burn down
phase, a number of small, previously greenware fired, ceramic
objects were added and covered with charcoal. With internal
temperatures known to potentially be into the range of 1350 C these
pieces experienced a range of effects. Some simply shattered due to
the rapid and uncontrolled heating, through to those severely
overheated resulting in melting of the clay body. Gillespie coined
the term ‘Tocca Ferro’ (literally ‘touched by iron’) to
describe this potential process. (Gillespie, 2016)
Expanding the potential audience for research and conclusions
related to T2T was actively undertaken. As mentioned, the inclusion
of writers O’Mahony and Hourani illustrated the original intent of
the overall project to create a published text both describing the
undertaking, but also commentaries on the intertwined roles of
researcher, artist and technician, and reflections on the theme of
humans within the environment. Unfortunately, the loss of a driving
force in the form of SSW director Nuno Sacramento left this aspect
unresolved. (14) At it’s simplest, there were many descriptions
published on the internet, first via blogs from SSW (SSW News) and
my own (Hammered Out Bits). Detailed information on each individual
smelt was later made available on my primary
iron smelting documentation.
During Phase 1, I was approached by an Irish based television
production company with the intent of acquiring video footage of the
project, with the intent of creating a documentary. Between being
asked to provide our own footage from willing but un-trained hands,
equipment failures, and later problems with file formats and
transfers, the documentary was never completed.
What did prove successful was a public presentation at SSW with
previously recorded video, combined with a remote access interview
that was available as live streaming over the internet as ‘Out of the
Earth’ (Jones, 2016). This was undertaken in spring of 2017,
and is still available as video via YouTube.
Formal academic presentations detailing T2T were given at the
following conferences:
- 2014, ‘‘Turf to Tools’ at the Scottish Sculpture Workshop – A
Parable of Prototype, Process & Production’, at Forward
into the Past, Wilfred Laurier University, Kitchener, ON, Canada
- 2014, ‘’Turf to Tools’ at the Scottish Sculpture Workshop’,
at REARC5, the Schiele Museum of Natural History, Gastonia, NC, USA
- 2015, ‘Turf to Tools’ at the Scottish Sculpture Workshop - An
Experience with Experiment’, at the International Conference
on Medieval Studies, Western Michigan University, Kalamazoo, MI, USA
- 2023, ‘Experiment, Archaeology & Art - The Turf to Tools
Project’ at EAA23, Queens University, Belfast, Northern
Ireland, UK.
Final Deposit :
The original intent of Phase 3 in early September 2023 was to again
offer a public demonstration of a full bloomery iron smelt, based on
lessons learned through the overall project. Unfortunately a change
in management at the Scottish Sculpture workshop also resulted in a
major shift in direction, including the loss of technical staff, and
lack of interest in completing Turf to Tools. The considerable
difficulties of organizing alternate hosting institutions and the
complex undertaking of a smelt, while working from distant Ontario,
Canada, has meant that this did not prove possible. Although time
had been added specifically to travel bookings placed seven months
in advance, in the end there would be no return to the Rhynie area.
The final element of the project was always intended as a depositing
of the completed bloomery iron Rhynie Man Axe back into a Scottish
peat bog, in keeping with the original concept of ‘from the land –
to the land’. To that end the replica created had been boldly marked
with hot punched ‘T2T 2023’, so as
to not cause any confusion to future archaeologists. Hosting at the
Point of Sleat on
the Isle of Skye had been offered by former ceramics technician Beth
Bidwell, so it was decided to meet there with Eden Jolly, and
accompanied by Kelly Probyn-Smith, make the final resting place to
complete Turf to Tools a bog pool nearby.
Figure 23 : Eden Jolly (L) preparing to
throw the bloomery iron replica into the bog on Skye.
Author - R (iii)
Conclusions :
Figure 24 : Turf to Tools through objects :
Rhynie axe / Sutton Hoo axe hammer (middle) tap slag / working bar / raw bloom /
MacCaulayite ore (rear) Letch ore/ MacCulayite / peat fragments
Bloomery Iron Smelting :
Combining the archaeological clues from Culduthel with a working
system based on previous experience was quite straight forward. The
problem of the cracks caused by drying clay affixed to irregular
stones was solved by the incorporation of the Beardsley Break
(another example of contributions from observing artists). The use
of a copper tuyere over the more likely clay / ceramic in Phase 2 is
considered at least possible, although admittedly there may not be
much in terms of direct evidence available to indicate this use
historically.
As with other experiments, equipment to provide the needed air
volumes becomes the largest distortion from any accurate replication
of ancient methods. The difference in results between individual
smelts utilizing the same ore analog is considered primarily the
result of different blower units being employed.
The largest single difference between individual smelts, several in
the same furnace, is clearly caused by the use of a wide range of
ore types with differing qualities.
Table A : Main data from individual smelts
compared Charcoal and ore additions are average over main smelting
sequence
The ideal would be to have detailed analysis of the chemical
components of all of the ores utilized, but without laboratory
support, this was not possible. Two of the ore bodies (Macaulayite /
Lecht) were gathered ‘by eye’, a method where individual field
experience (certainly limited here) is critical to picking suitable
material. So estimates of actual iron and silica contents of the
natural contents of the ores (even the industrial types) is rough at
best. As would be expected, results between ores varied
considerably, and ore differences are considered to be the greatest
modifier between individual smelts. It is worth noting that larger
ore volume smelts most typically have better percentage returns even
with the same ore. Normally any iron makers could be expected to be
adjusting both furnace design and overall method to suit a single
ore type, modifying individual elements to achieve the best possible
results.
It is true that the conduct of Turf to Tools sits in a hazy realm
between individual experience and scientific experiment. The people
involved were largely not formally academically trained, and beyond
providing for a location and funding raw materials, the program was
carried out without major institutional supports such as
instrumentation or laboratory access. Considerable practical skill
and direct experience was certainly available, something usually
lacking in most formal experiments.
In all cases at least some metallic bloom was produced however. This
raises an important conceptual consideration, being the potential
differences between ancient and modern definitions of success from
effort. For the original Pictish workers, gathering the necessary
raw materials, making enough charcoal, powering bellows, all
represented large investments in time and effort, this balanced by
the importance of even a small amount of metallic iron for later
object making.
Bloom to bar :
A bloom of itself is not able to be converted into useful objects.
The secondary processing step of bloom to bar is far too often not
considered by academic researchers, with the significant losses in
mass not taken into account.
It is important to remember the methods used to convert the blooms
from T2T into working bars, where ‘traditional’ (coal forges,
massive anvils) and ‘modern’ (air and hydraulic power) equipment was
used. The skill and experience of the worker is quite significant as
well, as forming and effectively hammer welding blooms into soft
iron are unusual techniques even among contemporary artisan
blacksmiths. (And as was the case with working up 2.3, even best of
us can have a bad day!) With this caution, the yields reported here
should only be considered as rough guides at best.
As modern workers, mechanical equipment and commercial sources
simplifies acquiring raw materials, and industrial steel itself is
both inexpensive and easily available. This is definitely not the
situation for the ancient smith, where the considerable utility of
iron, especially for tools and weapons, easily overwhelmed the high
relative cost of it’s creation. The perceived value of applied
labour is definitely much different today than it was 1500 years
ago. Certainly the impression of expending much effort against a
small return will be completely different in ancient eyes.
The Rhynie Man Axe :
In estimating the exact details of the Rhynie Man Axe, a reasonable
balance needs to be made between what is most certainly artistic
license by the original carver against a possible depiction of exact
reality. There remains the problem that there are very few existing
artifact axes to draw parallels from, and it appears none at all
from contemporary Pictish sources.
The use of the Sutton Hoo axe-hammer is suggested as not a reliable
prototype, as its design is reflected in its quite distinctive
intended function. In retrospect, the primary reason for
consideration of this artifact source was because of the single line
handle in the Rhynie carving. Expanding the potential artifact
examples to include roughly contemporary Viking Age axes, of which
there are certainly a great number, is strongly suggested here. The
best 'fit' appears to be the Petersen Type K axe (admittedly,
Norwegian and some 200 years later), plus numerous examples seen in
Denmark. Combining these examples with actual forging methods, with
a consideration of experience in both making and actually handling
axes of various types, does suggest this a 'most likely' prototype
design.
The Rhynie Man Axe is thus considered a 'fine tool' type, roughly
1000 gm in head weight. The forming steps are obviously unknown; it
may have had either a slit and drifted eye, an eye formed by
slitting and welding the peen end, or possibly a peen enlarged by
welding in an additional block. It is not possible to tell if the
blade would have had an inset carbon steel edge, but this is likely
considering 'best possible' tool making practice. The high status
attributed to the Rhynie Man certainly would suggest this quality.
Of course the actual angle of the cutting edge best determines
potential use, and this remains quite unknown from the reference
carving. Such a head, fitted with a wooden handle in the 60 - 80 cm
long range, would produce an object easy enough to control with a
single hand, but also producing considerable power if swung with
two. It easily could have been a dual purpose tool or weapon, able
to create fine shaping cuts in wood - or devastating power in
battle.
Although the intent of Phase 2 was to devote several working days to
the second stage process, bloom to bar, followed by the third stage,
bar to object, this in the end did not prove possible. After several
quite unsatisfactory tests, and considerable outside consultation,
it was found that the only available blacksmithing coal was in fact
imported from Poland. This itself was a major surprise, and
certainly reflects directly back to the framing concept of human
impact on natural resources, a process certainly much more dramatic
in our current age.
Public Outreach :
A number of factors shaped the ability to inform the general
public about Turf to Tools. The bulk of the work involved in T2T was
carried out by small groups, primarily of artists and technicians,
often physically quite isolated. Most importantly, the extremely
rural physical location of the core work in Lumsden most certainly
impacted the audience available. An attempt was made to share
information about the project was made though academic venues.
Realistically however, the lack of formal credentials limits the
ability to be as effective here as might be hoped. The distribution
of related information over the internet proved critical in
providing wide access to the project’s undertaking, allowing for
freely sharing data, ongoing commentaries, images and video.
All these technical discussions aside, Turf to Tools was (and
remains) a project examining a complex progression : from resources
out of the natural landscape, processing these into basic raw
materials, then converting those materials into finished objects. At
every step, limits may be imposed and choices are determined by
availability, knowledge, skill, and design, all of which may then
channel back into each other. The influence of ancient, traditional,
modern, (even conceptual) realities also shape the possibilities. As
a consideration of Experiment, there were many individual components
undertaken, any of which may be worthy of further examination in
detail.
Over all lays the understanding that man has, and continues to,
modify the physical world around him. Even in ancient times, it is
clear that any activity directed towards one desired goal may have
massive impacts on others, known or unknown.
Acknowledgements :
The working teams :
Prototype A : Eden Jolly, Thomas Stackhouse
Prototype B : Darrell Markewitz, Neil Peterson, Dr. Ron Ross, Roger
Redner, Kelly Probyn-Smith
Phase 1 core team : Darrell Markewitz, Eden Jolly, Thomas
Stackhouse, Kelly Probyn-Smith, James McCarthy
Smelt 1.2 : plus Emma Harrison, Phil Chaplin
Smelt 1.3 : plus Dirk Sporleder, Emma Harrison, Richard White
Phase 2 core team : Darrell Markewitz, Eden Jolly, Uist Corrigan,
Kelly Probyn-Smith, Llyr Davies
Smelt 2.1 : plus Katie Spragg, Andrew Dunlap
Eden Jolly – For welcoming me into his workshop facility, and
treating me like a fellow technical staff member. Eden
embraced the project with enthusiasm and without his assistance (and
continuing friendship) this work would not have been possible. Nuno Sacramento – For having the vision that framed Turf to
Tools, and especially for providing the support that funded this
project, especially making my participation possible by covering the
(considerable) travel costs involved. Dr. Gordon Noble – For being so free with his knowledge of
the archaeology at Rhynie, and being willing to engage in open
discussions relating artifacts to working methods. Plus being
willing to pick up the hammer himself to further his own personal
understanding of blacksmithing techniques. Ross Murray – For sharing some of his own unpublished
photographs of the Culduthel furnaces, and patiently answering
questions and clearing up details from his field reports. Canada Council for the Arts – For generously granting funding
that assisted with travel expenses during Phase 1. Beth Bidwell – For opening her home at Point of Sleet, which
allowed for the final deposit to conclude the project. Kelly Probyn-Smith - For tireless photo documentation of all
the work involved. Especially for providing considerable physical
and emotional support during the often arduous travel required.
Figure 25 : Posing as the Rhynie Man in 2014
(iv)
The axe used here is the Early Viking Age
replica discussed above. The handle length here is 66 cm.
Image Credits : Note : In preparing this report, much use was made of
modifying images via Photoshop to alter scale and proportion.
Available images were re-sized to life to allow for more
consistent measurements and to serve as a close comparison during
the making process. Apologies are given for the poor quality
resulting from this method. Certainly considerable care must be
taken with this kind of data generation method. (Obviously first
hand examination of actual artifacts would be ideal, but in this
case was not physically possible.)
a ) Ross Murray (?) 2006, ‘Culduthel: An Iron Age smelting site
near Inverness’, in Historical Metallurgy Society,
Winter 2006-7 pg 64, altered image, used without permission
c ) Angela Care Evens (?) 1986, ‘The Sutton Hoo Ship Burial’,
pg 42 (modified), used without permission
d ) Petersen, J., 1919, ‘De Norske Vikingesverd’, via
internet source (direct download of portion of document scanned as
pdf), used without permission : http://forum.blankvaapen.org/showthread.php?t=744
e ) Gordon Noble, 2014 (?) ‘Rhynie Axe Pendant for scanning and
replication’, Power Point presentation delivered at T2T-1,
artifact & X-ray images, used without permission
i -iv) Kelly Probyn-Smith, 2014, 2023, used with permission
Footnotes :
1) The author’s experimental team has done full smelt sequences
using a number of different variations of the slightly later Norse
‘twin bellows’ equipment. For an experiment directly comparing a
hypothetical smelting sized twin bellows to an electric blower. See
Markewitz, 2021
2) A long sequence of experimental development is behind this
functional design and the general method described. See Markewitz,
2012a
3) Past experience with use of rigid forms to aid in furnace builds
had shown that working with exterior placed forms can be quite
difficult, if the intent is to create a cylindrical shape much
taller than about 55 cm. This because of the typical finger to arm
pit arm length of most people of 50 – 60 cm.
4) For the purposes of ease, duplication, and low cost, standard
ceramic kiln support tubes are used as tuyeres. These have an ID of
2 cm, OD of 4.5 cm, wall thickness of 1.25 cm, normally purchased as
30 cm long. These are rated for 1250 – 1300 C (cone 10). See :https://psh.ca/collections/kiln-posts/products/12-t175-round-post-305-mm
5) Starting in 2008, the author’s team developed an analog to mimic
a natural primary bog iron ore (unavailable anywhere close to the
workshop site in South Central Ontario.) This is composed of
‘Spanish Red’ Fe2O3 oxide (at about 70 iron oxide %) with 10% whole
wheat flour (added as a binder). Although specific batches can vary,
the average iron content is roughly 52%. See : www.warehamforge.ca/ironsmelting/ironsmelting/ores.html
6) Taken from the description : Mineral Data Publishing, 2001, ‘Macaulayite’,
which further references :
Wilson, M.J., Russell, J.D., Tait, J.M, Clark, D.R., Fraser, A.R .,
& Stephen,I.,1981, ‘A swelling hematite/layer-silicate
complex in weathered granite’ in Clay Minerals 16, pg
261-278.
7) This tuyere was created in April of 2012, and had become the
standard equipment for experimental smelts after that date. At the
time of T2T-2 it had been used 8 times with no noticeable damage (at
time of writing, the same tuyere has been used over 35 times).
Ceramic tuyeres are found in archaeology, the evidence for copper is
limited to rare finds of distinctive slag ring encasements. See Markewitz,
2012b
8) The Lecht Mine was originally exploited for iron ore in a short
period from 1745, then abandoned. It was re-opened in 1841 – 47 to
extract manganese. For more details see :
https://canmore.org.uk/site/74949/lecht-ironstone-mine
9) This process was complicated by the very rough nature of the
limited forging equipment available at SSW. An unexpected problem
was the amazingly poor quality of the available coal fuel which both
had an extremely high sulphur and ash content. On further
investigation, this coal was actually imported from Poland, and was
simply the worst fuel I had ever had to work with. It also proved
impossible to purchase the borax flux normally used for hammer
welding (in North America). Taken together, this made the process of
fusing together the spongy bloom pieces extremely difficult.
10) A traditional measurement, ‘one hand’ (commonly used to measure
the shoulder height of horses) was considered to be 4 inches = 10
cm.
11) “ The francisca (or
francesca) was a throwing axe used as a weapon during the Early
Middle Ages by the Franks, among whom it was a characteristic
national weapon at the time of the Merovingians (about 500 to 750
AD). It is known to have been used during the reign of Charlemagne
(768–814). Although generally associated with the Franks, it was
also used by other Germanic peoples of the period, including the
Anglo-Saxons; several examples have been found in England ”
(Wikipedia, ND)
12) Initial estimates were generated by making modelling clay
replicas, then determining the volume and multiplying by density.
Historic wrought iron will be somewhat less dense than pure iron (at
7.87 gm/cc), so a multiple of 7.8 gm/cc has been used. ( Data from ‘The
Material Property Database’ : www.matweb.com
)
13) It is worth remembering that the ancient blacksmiths who made
the artifacts would have been working on small iron anvils,
generally in the range 10 cm on a side (from a single bloom) or even
flat block of stone. Forges would have been ground mounted and fired
charcoal, which would be more difficult to generate high welding
temperatures over large objects like axe heads.
14) The following commentaries had been prepared 2014 - 2016 (but
never finalized)
Maxime Hourani : 'On double exposure: a landscape in
suspension'
Evens, A. C., 1989, ‘The Sutton Hoo Ship Burial’, British
Museum Publications, London UK
(A portion of the original excavation report, by Rupert
Bruce-Mitford, was also available as a reference here.)
Gillespie, K., 2016, ‘Touching Iron (Tocca Ferro)’,
unpublished (?)
Gondek, M. & Noble, G., 2017, ‘Rhynie: New Perspectives on
Settlement in Pictland in the 5th and 6th centuries AD and the
Context of Pictish Symbol Stones’, in S. Semple, C. Orsini
& S. Mui (eds) Life on the Edge: Social, Political and
Religious Frontiers in Early Medieval Europe, Braunschweig:
Braunschweigisches Landesmuseum (Neue Studien zur Sacsenforschung
Band 6), pp. 59 – 69,
also available : https://drive.google.com/file/d/18VMXZUUJzKiQiZwmiJs9n07pzJTDZMCF/view?usp=sharing
Härke, H., 2010, ‘Weapons: axe, swords, spears, shields. The
weapon burial rite at Blacknall Field’, in ‘The
Anglo-Saxon cemetery of Blacknall Field, Pewsey, Wiltshire', Wiltshire
Archaeological and Natural History Society Monograph No. 4,
Annable, F.K. & Eagles, B. N., pg 7-17, (internet source) last
accessed 7/24/23 : www.academia.edu/1178534/
Harrison, 2015, ‘Iron, Turf and Bone: An explorative study into
Viking Age Icelandic bloomery smelting and the effect of bone in
iron smelting’, University of Aberdeen
D. McLauren & A. Heald, 2007, ‘5.6 Ferrous Metalworking’
in Murry, R., ‘Culduthel Mains Farm, Inverness - Phase 5,
Excavation of a Later Prehistoric Settlement: Assessment Report’,
Headland Archaeology LTD
Murry, R., 2007, ‘Culduthel Mains Farm, Inverness - Phase 5,
Excavation of a Later Prehistoric Settlement: Assessment Report’,
Headland Archaeology LTD
Noble, G., 2012-2018, ‘the Rhynie Environs Archaeological Project’,
University of Aberdeen (blog posts) : https://reaparch.blogspot.com
Preece, R., 2011,‘The Archæological Finds at Culduthel, Inverness’,
Inverness Royal Academy