Caherconnell Iron Smelt -
Sunday August 27
Team : Daniel Jeffery (lead)
Colilin O Duhghail
Darrell Markewitz
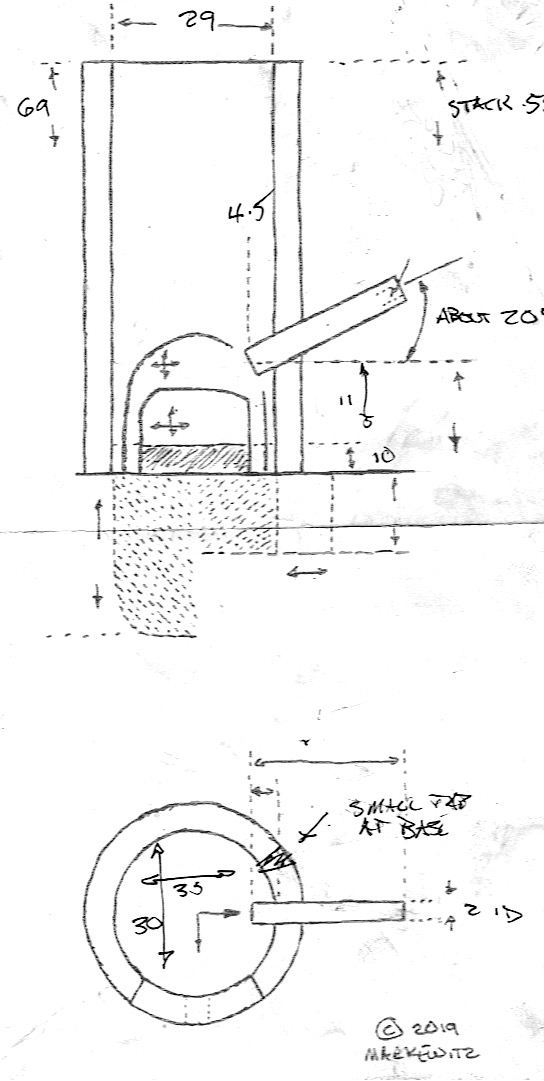
Furnace : Irish red clay with approximately 1/3 course sand
(Initial build by inexperienced workers,
resulting in considerable distortion from planned design of 25 cm
ID.)
Interior diameter = 35 x 30 cm, oval long axis
from tuyere
Top Interior diameter = 29 cm, circular
Shaft height = 69 cm
Stack height = 55 cm
Base depth = 11 cm
Packing = 10 cm of charcoal fines as bowl shape
(before pre-heat)
Tuyere : supplied copper / ID = 2 cm (furnace
end)
Insert = 4.5 cm
Angle = 20° down
Air : Supplied boxed vacuum blower / volume unknown
It was found later that this unit was set to only
allow about 3/4 available input air by earlier users.
Ore : Irish Antrim - red hematite
Ore was roughly roasted, then broken into ‘pea to
rice + dust’ size
Total Ore : 25.5 kg
Ore was added in ever increasing amounts,
starting with 1 kg charges, to 1.5 / 2 kg
Ore charges broken into smaller additions, each
applied with partial charcoal amounts
Total Charcoal : 26 kg, mixed Irish types (primarily ash?)
Added as roughly 1 kg charges (measured by marked
volume)
Main Sequence : 120 minutes, using 14 kg charcoal
average charcoal consumption = 7.6 min/kg,
increasing from 6 at start to 9 at end
average ore addition 4.8 min/kg
Return : Bloom = 1437 gm + fragmented gromps totalling 1025 gm
Yield = 6 % (bloom only)
No obvious bloom at initial extraction, cold slag
mass was broken to free contained metal
image 1- Working team (R-L) Daniel / Darrell
/ Colilin
Image by Kelly Probyn-Smith
Commentary:
It is worth stressing that experimentation at earlier Furnace
Festivals had established both a furnace design and working process
that suits the unusually rich Irish bog iron ore (at 93% Fe2O3 / 65%
Fe). Primarily due to the experience of Jens Olesen from Denmark,
these furnaces are very short, at 30 cm stack height, use the
bellows plate and blast hole air input system, and run 25 cm ID (at
tuyere level). These would be the bulk of the furnaces built in
2023, with this ore the primary one employed. Additionally, ore
amounts were kept small, 10 kg addition being the most common. The
overall results of these smelts has not been reported publicly at
date of writing, but casual observation suggested 1.5 - 2 kg
appeared most typical (sometimes to 3 kg), with the masses being
crumbly in texture. (1)
This smelt was an attempt to test one of the unproven ore types made
available at the Festival in 2023, a red and visibly sand containing
stone material described as Antrim hematite. Earlier assessment of
the ore (roasted sample) indicated a low available iron content,
with Fe2O3 at 59% , SiO2 at 16%, and Al2O3 at 7% +. (2) This
represents an available iron content of only 41%, which based on
past experience is considered marginal at best. The high combined
slag creating components suggested that considerable slag would be
generated. If an iron bloom could be created from this ore at all,
certainly a low finished yield would be expected.
Both Daniel and Darrell have experience with lower iron content rock
based ores, and specifically with slag tapping furnaces using
inserted tuyeres.
The furnace used was one built on Friday, then fired on Saturday, by
two complete newcomers to iron smelting, who would not accept
instruction, and so operated without any significant guidance. (3)
As a result, the furnace as built had a significantly larger
interior cross section than the 25 cm ID standard (at 490 cm2), the
30 x 35 cm oval creating 824 cm2 for this furnace as constructed. As
it has been well demonstrated that ideal air volume input is related
to the area at tuyere level (4) and the available air blowers
produced a fixed amount only, it was fully expected this build
distortion from the plan would have a negative impact on bloom
formation. The initial build had been over the top of the remains of
a furnace used in 2022. This had a bowl shaped base formed of clay,
instead of the flat lower chamber set on the earth typically used by
members of this team in the past.
The furnace had suffered considerable damage after it’s last use on
Saturday, with the bellows plate broken way, leaving a large hole in
the bottom. Several loops of fencing wire had already been added to
brace up extensive cracking from earlier use. After some discussion,
it was decided to re-set the air input to use one of the copper
plate tuyeres that were on hand, using a layout well understood by
the more experienced members the team.
The first step was clearing out slag remains in the interior that
had accumulated from the smelt attempts the day before. The lower
bowl shaped depression was filled with charcoal fines to create a
flat surface, adding this packing has been found to make eventual
breaking away of a slag bowl, leading to bottom extraction of the
bloom, easier. As well, errors in working with the damp clay
resulted in the lower part of the furnace slumping considerably
during construction. The effect was that there was a limited base
depth (below air input) of only 11 cm available, a measurement
considered marginal for correct slag bowl and bloom formation,
especially if any volume of slag was produced from the silica
content of a rock based ore. In expectation of needing to tap
accumulated slag, a small port was cut into the furnace base,
plugged with damp clay.
image 2 – furnace as re-designed, during
pre-heat
tapping port just to the right of the scale, sealed with
wet clay
The furnace was given a fairly standard pre-heat period using split
wood, for about one hour. After being filled with charcoal, another
six, 1kg fuel charges were added to allow the interior to fully
ignite and then establish a consistent burn rate, establishing about
6 – 7 minutes per kg consumed. The first five charges of ore
combined with 1kg charcoal were added as 1 kg amounts, then three as
1.5, the following eight as 2 kg amounts, then one last charcoal
addition and allowed to burn down. Into the later additions of 2 kg
ore charges, the burn rate dropped to average 9 min/kg, likely a
reflection of the larger furnace cross section against available air
volume.
Later in the main sequence, the furnace would expel contained slag
through two separate self tapping events of typical black and fluid
iron rich slag. There was no observed impact on air flow from
accumulating slag, so it was decided not to intervene beyond this
natural process.
Late in the burn down phase it was observed that the portion of the
charcoal on the side away from the tuyere was not fully ignited, as
might have been expected by the large cross section against the air
volume available.
image 3 – opening up the bottom of the
furnace after removing tuyere
image by Kelly Probyn-Smith
The entire extraction process was drawn out, resulting in the
interior cooling below what would be the ideal, causing slag to
congeal. An attempt was made to compact the hoped for bloom mass in
place inside the furnace, using a roughly 7-8 cm diameter length of
pine fence post. Although the process of a top extraction continued,
no clearly defined bloom could be located. In the end the tuyere was
removed, the front wall broken open, and a large slaggy mass was
extracted from the bottom. When hammered on a compaction stump this
proved to be little more than slag and gromp fragments.
Although the team was greatly disappointed at this result, the next
morning it was decided to pull free the mostly cool lower slag bowl
and break it apart. The result was the recovery of one small but
significant metallic bloom mass at 1.4 kg, plus the collection of a
quantity of gromp fragments. The bloom clearly still contained voids
and considerable slag, this partially due to the lack of any initial
compaction.
image 4 - final iron bloom recovered
likely the upper surface as placed inside furnace, wall
side and tuyere to top
Conclusions :
The lobed shape of the bloom as seen in image 3 does suggest it
formed somewhat too high in the interior slag bowl, with the air
blast starting to cut away the iron mass as it was deposited. The
crescent shape also suggests that there was limited penetration of
air into the interior, likely an effect of the expanded interior
measurements against what was too low a volume (perhaps even
pressure) of the available blower.
image 5 : bloom sliced down the long axis
image by Daniel Jeffery
Before any compaction work was undertaken, the volume of the bloom
was measured via water displacement. This gave a result of 380 cc
for 1404 gm, so a density of 3.7 gm/cc. This is significantly lower
than typical results (5), but it does need to be remembered that
this bloom had not been subjected to the normal initial compacting
on extraction.
As the first step of the compaction to bar, the bloom was
sliced using a cutting disk on an angle grinder. Important to
any assessment of overall results needs to be not only the effective
yield of ore to bloom size, but also some examination of the
qualities of the bloom produced. (Remembering that the desired final
product of the smelting effort is not a bloom, but a solidly
compacted working bar.) This bloom was retained by Daniel, with the
expectation of measuring volume and so calculating density, spark
testing for carbon content, and recording the returns on the
eventual compression into a solid bar. (6)
At best, this specific test smelt can only be considered a very
rough proof of concept. That the ore used is able to be reduced into
an iron bloom is demonstrated, but the low available elemental iron
content does not suggest this is a truly effective ore type,
especially compared to other, far richer, available Irish ores. The
uncontrolled size of the furnace, complicated by a limited air
supply, suggests at the very least some experimentation remains to
determine an ideal furnace design to achieve the best possible
results. It is suggested that the silica component of the hematite
ore provided will certainly generate significant slag, likely to
require a slag tapping design. It would be expected that the less
porous consistency of the hematite will also require a taller stack
height, a minimum of 40 cm, but ideally 50 cm, as proven with other
attempts smelting with similarly poor materials. Even still, past
experience suggests that overall yields are more likely to remain in
the range of less than 10 % for ore amounts in the 25 - 30 kg range.
Although iron can be produced using the Antrim hematite, the low
yields expected do not balance the cost in effort and other
expended materials.
1) Individual teams were left to their own decisions about
record keeping, with the overall result that few teams made any
records (nothing was available at time of writing).
2) Data via analysis reported by Paul Rondelez in a group
e-mail sent 7/11/23
3) The two individuals working this furnace on Saturday failed
to make any recordings of process or results. Although they appear
to have produced several tiny bloom masses, it is significant that
they were working exclusively with the massively pure Irish bog iron
ore.
4) See Sauder & Williams :
https://s3.amazonaws.com/images.icompendium.com/sites/eliz2406/sup/3694971-A-practical-treatise-on-the-smelting-and-smithing-of-bloomery-iron.pdf
5) For comparison, see ‘How Dense are You’ :
http://www.warehamforge.ca/ironsmelting/iron2022/density/density.html
6) Measurements of density and recording of the losses at
bloom to bar are considered of importance, as the quality of the
other blooms created at Caherconnell has not been clearly assessed.
Simple observation of surface textures, combined by the results of
compaction attempts by highly skilled blacksmiths at the event,
suggests that bloom quality against raw yield numbers needs to be
correctly assessed.
Two bloom fragments, an
estimated 750 gms total, were recovered from the working area on
Sunday morning, almost certainly discarded by those working this
furnace on Saturday. These are highly fragmented in texture. A
report on the qualities and eventual compaction of the larger of
the two (at 570 gms) is under preparation.





{kind=link}