
Air gate power unit
Although not elegant, this unit proved very dependable, even over what would be over 13 hours of continuous operation. A line of tape allowed for calculation of drive rotation. The simple method of attaching a pipe clamp, bent to an oval shape, allowed for adjustment of the variable speed trigger.
 |
 |
| Gate at fully OPEN |
Gate at fully CLOSED |
To mimic the earlier use tests of the Norse
smelting bellows, the rotation was set to one cycle per second
(consistent with 60 individual strokes per minute). The
mechanism had been constructed so that the internal plate would
remain slightly open at the closed position, so air blast
through it would never be completely cut off. Again this mimics
the proper use of the twin bellows, where a new blast stroke
begins just before the first ends (this to prevent hot air from
the furnace being sucked back into the chamber being filled).
The original blocking plate was left with the provided circular
hole.
| Video of sliding plate
(.mov) earlier drive method |
Video of pulsing furnace
(mp4) N. Peterson |
The Build :
This work was undertaken with the considerable assistance of Rey Cogswell, the week before the smelt itself. As the construction of the smelting furnace itself was not considered critical to this test, the standard short shaft on a plinth design was used, made from the usual mix of equal dry volume thirds of EPK powdered clay, course sand and shredded dry horse manure. The tuyere was the proven heavy forged copper unit, the furnace set for bottom extraction :
Internal diameter - 25 cm
Shaft height (total) - 62 cm
Stack height (above tuyere) - 45 cm
Base depth (below tuyere) - 18 cm
Tuyere insert - 5 cm
Tuyere angle - 22 down
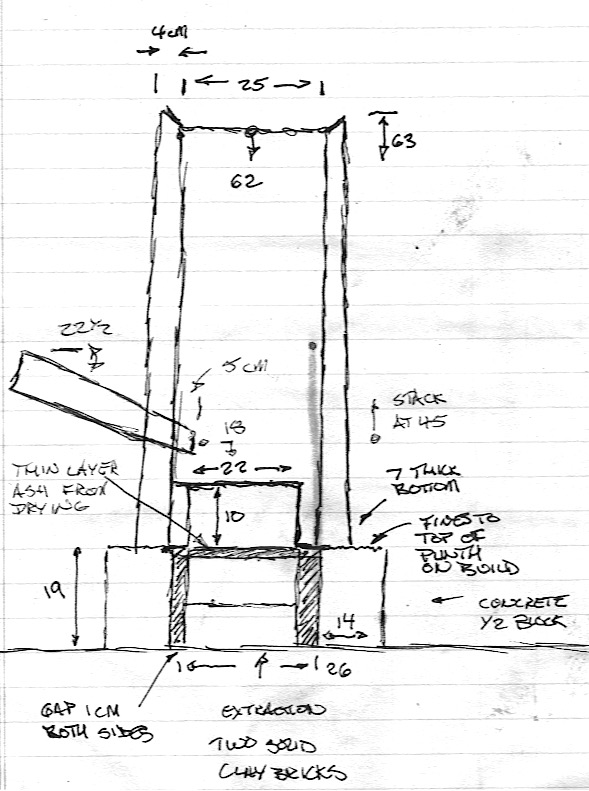
A separate short photo essay on the build.
The smelt itself would use the proven red iron oxide based analog developed by DARC. (for details)
A quantity of oak charcoal remained on hand, which had been previously broken for size. This had been stored out of doors since last fall however, and so was expected to have absorbed considerable moisture. Past weights of the standard bucket used for measuring charges was typically 1.8 kg, when this fuel was measured at this experiment, the weight was found to be 2.0 kg per bucket. Although this does represent a considerable moisture content, the furnace stack height was expected to drive off any water contained with waste heat at the top. A new source for charcoal had recently been found, this material was freshly made, primarily from ash, so was both bone dry and a lighter density, at 1.72 kg per bucket. The expectation that any contained moisture would not seriously impact the individual burn rates was born out in so much as there was not any real effect of shifting charcoal type about half way through the main ore addition sequence.
Considering Air :
The expectation was that the combination of lower air volume and the pulsing delivery would extend the individual charge burn rates, certainly the situation seen with past smelts using the human powered smelting bellows. For this reason, the pre-heat phase was started earlier than normal (8 AM) and ran slightly faster than normal.
The ideal would have been to provide for measurements of delivered air volume over short interval times for as much of the experiment as possible. Currently there are three different meters available, but each of these has problems with accuracy. Most notable being that the measuring element of the (expensive) Omega HHF1000 was not producing readings. With no dependable instrumentation on hand, it was decided not to include any at all.

Complete air supply system : blower /
gate / sliding plate / view port / tuyere
Considerable discussion was ongoing about how much air was actually being delivered into the furnace. The readings from smelt 90 had indicated an average of 520 LpM was being delivered. Normally the air from the electric blower is controlled via a movable plate on the output side, which had been very roughly marked with lines at 100 LpM intervals. These increments were considered an estimate, and at best most valuable as a direct comparison from one smelt to another (we set at 800 last time, set again at 800 this time). During smelt 90, the more accurate Omega HHF 1000 unit had shown that any of the individual line / values were in fact only 84% of the true delivered volume.
Knowing at least the form of this, even if lacking the exact detail of changing volume over time, it was decided to increase the flow at the blower outlet with the expectation that the actual delivery to the furnace would be a lower amount through the sliding plate mechanism. Initially (working without consultation) the output was set at 600 LpM at the initial wood pre-heat and first charcoal additions. In retrospect, this would have been really only 500 LpM, less what additional effect the sliding plate created. (It is worth remembering that the 'ideal' high production volume for a 25 cm ID furnace would be 580 - 880 LpM.) (for details)
In discussion, it was decided to apply a variable of 70% against the reduction impact of the sliding plate, so air was increased to 800 LpM with the expectation this would result of a delivery of 560 LpM to the furnace. Once again, applying the calculation of blast gate inaccuracy, this potentially would mean a flow closer to 470 LpM delivered.
Later in the smelting sequence, against the extremely long charge times / burn rates, air at the blower would be increased to 900 LpM at the blower, potentially 530 at the furnace. This change was made at 5 hours into the overall burn, with 5 kg of the total 17.5 kg of ore added.
the Smelt :
Team:The established method of adding a quantity of iron rich tap slag as starting charges, 1 kg amounts against charcoal bucket was used to a total of 2.8 kg. By the time it was estimated the first two additions (1.8 kg) had settled to tuyere level, it was obvious that the slag bowl was forming both too high and too close to the tuyere. It was observed that there was considerable venting of air from the sliding plate due to the required loose fit to the mechanism. The concern was that this was resulting in a loss of applied pressure to the input air - which in turn was not correctly forcing air into the body of the furnace. This problem was considered less likely with an actual bellows system used, as workers could have been instructed to simply apply more pressure on the down stroke to compensate.
Darrell Markewitz - smelt masterPre-heat time : 2 hours
Neil Peterson - lead hand
Kiernan Rodgers - charcoal / ore additions
Richard Schwitzer - striker
Sarah Scroggie - additional photographs
Total smelt time : 10:37 (plus extraction)
Ore addition time : 402 minutes (6:42)
Charcoal burn rate :12.1 min/kg (during ore)
Ore addition rate : 23 min/kg

Field drawing - observed position of the slag bowl, early in the smelt
Several attempts were made to reduce liquid slag level (observable down the tuyere) by probing down with a steel rod and punching a hole through the developing slag bowl. At four hours into the smelt, with both tap slag and 3 kg of ore into the furnace, it was decided to pull open the arch bricks and attempt to lower the bowl. The charcoal fines base was scooped to expose the slag bowl, which was seen to have formed fully only over the front half of the furnace. First the bowl was punctured from the bottom, in an effort to drain excess (??) slag to below the bowl bottom with the hope this would allow the bowl to sag into the open base. This did not prove entirely successful, so in a more aggressive intervention, a heavy bar was used to punch down from the top of the furnace to push the entire bowl downwards. This, combined with the increase in air volume mentioned above, did allow the smelt to proceed without further problems with serious air blockage.
Overall, the individual burn rates were excessively long, the average time per standard bucket (roughly 2 kg) at over 30 minutes, in the range of three times the time considered normal for a high volume via electric blower smelt. Because of these long times, the charcoal was probed several times, on each occasion resulting is a significant settling. It appeared that there was a hollow area developing just beyond and above the tuyere, again not normally the case.
Ore additions were increased as was the usual method, first 1 kg / 1.5 kg / 2 kg with a last at 3 kg per charcoal measure. Because the entire smelt effort had already been in progress some 12 hours, it was decided to start the burn down 17.5 kg total ore. As the furnace burned down, it became obvious that the air had not penetrated fully across the internal volume, at least at the lower (tuyere level) part of the furnace.

Ignition in the interior, tuyere to the
left
There was some difficulty on extraction. Although an attempt was made to 'thump' the bloom loose in place within the slag bowl, both the bloom and slag bowl proved very difficult to break loose of the furnace. In the end, this combination with poor build technique resulted in the furnace breaking apart into the individual 'brick' additions.

Remains after extraction
image by S. Scroggie
image by S. Scroggie
On extraction, it appeared almost as if there were two separate slag bowls. The initial mass, which had been pushed early in the process, had stayed attached to the tuyere side, with a second, more conventionally shaped mass above it. Part of the difficulty in extraction was that the bloom itself was not freed from the slag, so the entire interior was pulled clear as one block. This double lobed shape can be seen if you look clearly at the final stages of this video of the extraction (video by S. Scroggie). As the cleaning and compaction hammering was undertaken, this large block would break off entirely and later was found to contain no appreciable iron. The upper slag mass would however contain a reasonable, if fragmented in texture, 3 kg iron bloom.
Total Charcoal : 48 kg
Total Ore : 17.5 (analog at 10% moisture)
Bloom : 3 kg
Yield : 17 %
Condition : fragmented
 |
 |
| Bloom flattened / hot image by N. Peterson |
Bloom against scale image by N. Peterson |
Discussion :
The chart bellow compares the results here with previous uses of the on hand smelting sized twin bellows. All these tests use the DD1 bog ore analog and similar size and layout of the furnace.
| SMELT |
AIR DELIVERY |
BURN RATE | ORE |
YIELD |
| #42 - Vinland 3 |
norse
smelting bellows |
6.3 min/kg |
18 |
16 % |
| #44 - Vinland 5 |
norse
smelting bellows |
8.8 min/kg |
20 |
14 % |
| #63 - SCA 50 |
multiple norse
blacksmith bellows |
17.6 min/kg |
22 |
25 % |
| #73 - SCA FOOL |
norse
smelting bellows |
12.5 min/kg |
30 |
18 % |
| #74 - Iron at
Vinland |
norse
smelting bellows |
11 min/kg |
28 |
20 % |
| #90 - Wind
&
Weathering |
electric reduced
volume |
7.4 min/kg |
32 |
31 % |
| #91 - LAM,
Lower & Longer |
(limited sliding gate)
electric reduced volume |
12 min/kg | 25 |
28 % |
| #92 - Lower
&
Longer 2 |
electric reduced volume |
18.1 min/kg |
22 |
20 % |
| #94 - Pulsing Air | sliding gate / electric reduced volume | 12.1/kg | 17.5 | 17 % |
Comparison : norse smelting bellows to reduced
volume
/ electric blower
Ore amounts shown, as larger amounts typically produce higher yields.
Ore amounts shown, as larger amounts typically produce higher yields.
It is important to note that previous attempts to directly measure air volumes into smelting furnaces have suffered from the nature of the instruments available for this purpose, the results often inconsistent and conflicting.
Measurements taken using a smaller blacksmithing scale version of the Norse twin bellows by Peterson showed that air output via this type of unit delivered a distinctive double peak variation in flow over time. (Peterson, 2021). This may be due to construction differences between the two sides, or possibly the differences between right and left hand strength.
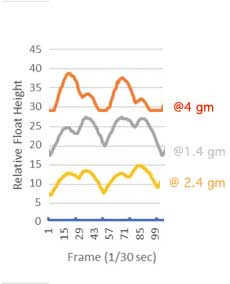
Showing the theoretical delivery air
volume from a Norse Blacksmithing bellows.
Output measured by lifting a weighted float.
Interval determined from video recording.
(Altered to match curves to time)
Output measured by lifting a weighted float.
Interval determined from video recording.
(Altered to match curves to time)
The following is based on part of an extended discussion on Facebook Iron Smelters of the World, sparked by comments from fellow researchers Rom Bohr / (and old friends) Lee Sauder / Jens Jørgen Olesen.
Evidence from Viking Age for bellows is a problem. Only two existing illustrations, both related to blacksmithing, and no artifacts. There is no physical evidence from iron smelting sites for bellows construction. Past work has included a total of 16 smelts using three different sizes of the Norse style, two bags set side by side joined by Y tube. The burn rate observed (4 uses with good records) runs an average of 9.6 minutes per kg.
In the output over time graph by Neil Peterson (above), the air never goes to zero and there is a distinctive double hump to the volume curve. It is understood that the specific plate shape used here does not correctly mimic the air volume cycle from the bellows. We understood that it should be possible to change the hole shape to better simulate air over time, but since we had instrument failure, the test described here was understood to be at best 'proof of concept'.
Why are we using this size bellows unit? The first smelting bellows build was producing in the range of 700 LpM, but that proved too massive to realistically operate (I accept that build quality a factor). So the human dynamic determined the size of the unit on which this discussion is based. I accept the critique of potentially poor construction.
{kind=link}
Potentially the twin bags could be linked to long overhead shafts (as Jens Olesen does, although he works a single chamber unit), rather than handles set directly on the top plates as the historic illustrations show (I take the critique that there is no proof that the long handle was not done, although there might be a question about the required framing.)
{kind=link}
Ore used here was the same analog (Fe2O3 @52% Fe) and similar amounts @ 25 kg. We have no access to natural bog or other ores in Central Ontario. A realistic critique is that our ore may be the cause of low yield (average 17% over same 4 smelts). It is important to remember however, that using that same analog, in basically similar furnaces, but pushing 800 - 900 LpM via electric blower = shorter burn times, the result is consistently higher yields and denser quality blooms (most like the known artifact samples).
However, to paraphrase Lee Sauder ‘If you don’t get iron like theirs, you can not be doing what they did.’
It is worth thanking Rom, Jens and Lee (especially Lee) who had through their questions and comments, certainly helped me clarify my thinking around all this.
Conclusions :
1) Sliding Gate
- The mechanism of the sliding gate proved both effective and durable.
- There were observed short periods, lasting about 15 seconds, when the rotation rate dropped slightly. It is unknown if this was due to stress on the motor, or the very real possibly of variation in line current in the rural electrical system.
- There was considerable loss of delivered air pressure, primarily due to leakage at the moving plate. No way to correct for this was suggested, and this equipment does not well replicate the ability to modify pressure possible in a human powered system.
2) Reduced Air Volume / Pressure
- As with other times low air volumes were used, either with use of the Norse twin chamber smelting bellows or mimicked by reduced output of the electric blower, both bloom yield and quality was impacted. It was generally felt that despite the very long time involved, increasing the ore amount would directly improve both aspects.
- Delivered air pressure into the furnace was considered to be a significant problem however. It was clear that the air input to heat zone system was not projected fully into the furnace as would be ideal.
- Due to the combined effects of reduced volume and pressure, it was felt that more frequent probing with a metal rod to settle the burning charcoal might have improved the overall smelting sequence.
3) Bloom Quality
- It has been effectively demonstrated that higher ore addition smelts generally result in denser blooms. This is considered quite important, as the end product of any smelt is not the bloom itself, but that mass compacted into a solid working bar. Past experience with bloom to bar has shown the fragmented and crumbly texture of the bloom produced here would certainly be difficult to compact to a solid bar, and would be expected to suffer serious losses in overall finished weight.
Future Experiments? :
a) Attempt to use a higher iron content ore.
- I still have a small quantity (two 20 kg smelts?) of granular hematite. This material is 68 % available Fe
- I have on hand one bag of black iron oxide (Fe3O4). This material mixed as analog would be about 61 % available Fe. More can be purchased from Pottery Supply (currently $ 62 /22 kg)
b) Build a new smelting bellows unit.
This specifically to utilize the mechanical advantage of a long pole, operated using the upper arm pulling (so possible to significantly increase chamber loft = produced volume)
Olsen certainly uses a single bag bellows designed on this principle with good effect. The key would be having a unit sized to create a burn rate closer to that ‘magic’ 6 minutes per kg. The current unit has roughly the same plate size as Olesen’s, but the loft distance is significantly shorter.
For sake of completeness, the next step should be repeating this experiment :
- ensuring full measurement of actual air volumes over time
- increasing ore amount to the more usual 25+ kg
- altering method to include more frequent probing to settle charcoal